

Artículos
Diseño de políticas de inventario para una institución pública utilizando modelos de simulación
Design of inventory policies for a public institution using simulation models
 Rafael Andrade-Cedeño lrandrad@espol.edu.ec
Bianka Cabanilla-Sánchez bbcabani@espol.edu.ec
Jorge Abad-Morán jabad@espol.edu.ec
Rafael Andrade-Cedeño lrandrad@espol.edu.ec
Bianka Cabanilla-Sánchez bbcabani@espol.edu.ec
Jorge Abad-Morán jabad@espol.edu.ec
Revista Tecnológica ESPOL - RTE
Escuela Superior Politécnica del Litoral, Ecuador
ISSN: 0257-1749
ISSN-e: 1390-3659
Periodicidad: Semestral
vol. 34, núm. 2, 2022
Recepción: 03 Mayo 2021
Aprobación: 21 Junio 2022

Resumen: En la gestión de la cadena de suministro es importante desarrollar políticas de inventario que sean capaces de satisfacer demandas altamente volátiles y al mismo tiempo mantener la inversión requerida en inventario al mínimo posible. La presente investigación tiene como objetivo comparar distintos sistemas de administración de inventario, y seleccionar el más conveniente para una bodega de suministros de una institución pública. Se considera no solamente productos con demandas altamente volátiles, sino también las restricciones estatales en los procesos de compras públicas. Se proponen tres opciones diferentes de políticas de inventario basadas en amortiguadores e inventario objetivos con diferentes métodos para calcular la cantidad a pedir. Las tres opciones se simulan por medio de Flexsim, se las compara con los resultados del sistema actual y se determina la mejor opción utilizando los indicadores de inventario promedio, días de inventario y nivel de rompimiento de inventario (stockout). Se determina que las tres opciones presentan mejor desempeño que la situación actual, sin embargo, la mejor opción es la tercera, que pide el valor máximo entre la diferencia del inventario objetivo con el inventario actual, y la suma de los tres consumos anteriores. Adicionalmente se realiza un análisis de sensibilidad considerando un aumento en la variabilidad de la demanda y del lead-time, con lo cual se pudo evidenciar la respuesta de estos modelos ante los nuevos escenarios propuestos.
Palabras clave: Simulación, bodegas, buffers, desabasto, inventario objetivo, compras.
Abstract: In supply chain management, it is essential to develop inventory policies capable of meeting highly volatile demands while keeping the required investment in inventory to a minimum. This research aims to compare different inventory management systems and select the most convenient for a public institution warehouse. Consideration is given to products with highly volatile demands and government restrictions in public procurement processes. Three different inventory policy options based on buffers and target inventory are proposed with different methods for calculating the order quantity. The three options are simulated using Flexsim and compared with the current system’s results. The best option is determined using the indicators of average inventory, inventory days, and stockout. It is determined that the three options perform better than the current situation. However, the best option is third one, which asks for the maximum value between the difference between the target inventory and the current inventory and the sum of the three previous consumptions. Additionally, a sensitivity analysis was performed considering an increase in the variability of the demand and lead-time, with which the response of these models to the new proposed scenarios could be evidenced.
Keywords: Simulation, warehouses, buffers, stockout, inventory targets, purchases.
Introducción
Mirando en retrospectiva, las organizaciones han tratado de encontrar una solución óptima para la administración de los inventarios al menos en los últimos 100 años, y hasta la actualidad se han desarrollado métodos numéricos, enfoques analíticos, técnicas de programación dinámica y optimización a fin de minimizar los costos y maximizar el nivel de servicio de la organización (Jackson, Tolujevs & Kegenbekov , 2020).
Las cadenas de suministro han despertado el interés de los investigadores en seguir desarrollando soluciones que impacten positivamente el desempeño financiero de las organizaciones, más aún sabiendo que el inventario en bodega es uno de los recursos esenciales del día a día de las operaciones (Dosdoğru, Asli, & Göçken et al, 2020). Aunque la problemática de la administración de inventarios siempre cae en el desafío de determinar el tamaño del lote y la frecuencia de pedido, cada contexto de cadena de suministro tiene sus propias particularidades y restricciones. (Jackson, Tolujevs & Kegenbekov , 2020).
Dentro del contexto del sector público, la mecánica de las cadenas de suministro no es muy distinta a la del sector privado. La gestión de inventario es un punto determinante en el manejo estratégico de los recursos institucionales, debido a que busca reducir al mínimo posible la inversión financiera requerida para inventario, como también maximizar la disponibilidad de existencias en el momento justo (Macías-Aguayo, Abad-Morán & Barragán-Robles, 2019).
Independientemente del destino del inventario, éstos requieren un gasto de capital que aumenta la necesidad de financiación. Los costos de inventario incluyen no solo las cantidades necesarias para producirlo, sino también las cantidades relacionados con el costo de calidad, deterioro, daño y obsolescencia (Muller, 2003). Por ende, es importante implementar metodologías de administración de inventarios que logren minimizar la cantidad de inventario en bodega y el agotamiento (stockout) al mismo tiempo.
Un sistema de administración de inventario deficiente con respecto al nivel de rotación de inventario y nivel de servicio conlleva a ineficiencias operativas y financieras para la empresa. Las ineficiencias operativas ocurren en la bodega y en las áreas donde realizan las requisiciones debido a que estas no pueden seguir con sus actividades cotidianas por la falta de insumos necesarios. Las ineficiencias de carácter financiero ocurren debido a la caótica forma en que se realizan los pedidos de abastecimiento y una mala administración del inventario, el cual resulta en un incremento considerable de las existencias, incurriendo en costos de mantenimiento de inventario mayores a lo esperado.
Este último aspecto de ineficiencias es muy común en cualquier sistema de administración de inventarios. Un estudio realizado por el Consejo de Profesionales de la Gestión de Cadenas de Suministros de EE.UU determinó que los costos de mantenimiento de inventario pasaron de 386 billones de dólares en el año 2000 a 427 billones de dólares en el año 2015 (Kearney, 2016), esta situación corresponde a que muchas de las organizaciones implementan un sistema de administración de inventarios de forma empírica sin considerar un riguroso análisis teórico acorde a la complejidad de la demanda de sus productos.
La gestión de inventario se basa en 3 decisiones que forman parte de las políticas de inventario (Silver, Pyke & Thomas, 2016):
Las políticas tradicionales de inventario se basan en un sistema de revisión periódica o en un sistema de revisión de punto fijo de re-orden, los cuales trabajan con lotes económicos, costos de pedido, costos de mantenimiento de inventario, inventario mínimo e inventario máximo (Chopra & Meindl, 2007).
El tipo de política de inventario tiene un efecto significativo en la variabilidad de las cantidades de los pedidos y los niveles de inventario en las diversas etapas de una cadena de suministro. Una alta variabilidad en la demanda motiva altos niveles de existencias de seguridad y hace que costos de inventario elevados sean inevitables. La capacidad de responder ágilmente a la variabilidad de la demanda o del tiempo de reposición es un factor clave que determina el desempeño de las cadenas de suministro y, por lo tanto, es importante analizar el efecto de las políticas de inventario en los pedidos y en el inventario (Hoberg, Bradley & Thonemann, 2007).
Los niveles de existencias y los plazos de entrega se determinan con el fin de minimizar el stockout y la cantidad de inventario obsoleto en cada punto de almacenamiento o venta (Beamon, 1998). En este sentido, es clave un sistema de administración de inventario robusto que sea capaz de responder a la variabilidad de la demanda y tiempos de reposición con la menor cantidad de inventario posible.
Los sistemas de abastecimiento actuales giran en torno a dos modalidades principalmente, las que son bajo pronóstico “push” y las que son bajo demanda “pull” (Robert, 2016). Los sistemas de inventario basados en pronósticos asumen que la demanda sigue una distribución de probabilidad conocida y analítica, pero en la realidad eso rara vez sucede, por lo cual el pronóstico siempre será errado (Prak, Teunter & Syntetos, 2017).
Un sistema de suministro guiado por la demanda, o tipo “pull”, es capaz de responder ágilmente a una demanda impredecible en un ambiente de productos muy variados, manteniendo un inventario de existencias mínimo (Robert, 2016).
Las metodologías modernas guiadas por la demanda, tales como Lean, TOC o Demand Driven se basan en definir “Buffers” o “Targets de inventario” que se ajustan de manera automática a lo largo del tiempo y establecen la cantidad adecuada de inventario que se debe tener en una bodega para satisfacer la demanda del cliente, mientras se espera la llegada del reaprovisionamiento en respuesta al pedido generado por el sistema de administración de inventario de la empresa (Ihme & Stratton, 2015).
Realizar pedidos de acuerdo con un punto fijo de re-orden por cada ítem de inventario, significaría que se puede pedir todos los días, lo que ocasionaría un incremento en la carga de trabajo administrativo de la dirección de adquisición y suministro. Por otro lado, realizar pedidos por medio del método de revisión periódica significaría trabajar con inventario máximo, que tendría un impacto en el incremento de la cantidad de inventario necesario para satisfacer la demanda y no garantiza una reducción en los niveles de stockout (Macías-Aguayo, Abad-Morán & Barragán-Robles, 2019).
Una herramienta muy potente para el diseño, implementación y evaluación de mejoras en cualquier sistema, incluyendo los sistemas de administración de inventarios es la simulación de eventos discretos. La simulación es la representación virtual de un proceso real que mediante una computadora se realizan los cálculos correspondientes y se obtienen resultados de manera numéricamente sencilla, por lo tanto, es una herramienta válida para evaluar distintos escenarios. Las simulaciones permiten verificar la confiabilidad de los modelos de manera muy flexible y se constituyen en una herramienta útil para el diseño de varios sistemas físicos, incluyendo los sistemas de inventario (Dubois, 2018).
Tradicionalmente, el ciclo de vida de un modelo de simulación consiste en su creación acorde al sistema real, se corren los modelos de simulación, se valida que los resultados del modelo correspondan al sistema real, se realizan los ajustes de mejora respectivos sobre el modelo, se obtienen nuevos datos en el modelo mejorado y dependiendo de los resultados se realizan los cambios respectivos al sistema real para lograr el objetivo de mejora (Nordgren, 2002).
La presente investigación tiene como objetivo comparar distintos modelos de administración de inventarios en la bodega de insumos de aseo y oficina de una institución pública, a través de la simulación de eventos discretos, para lograr disminuir el nivel de existencias, y a la vez pueda alcanzar un buen nivel de servicio en los pedidos solicitados por las distintas unidades que conforman la institución, dentro de un ambiente de incertidumbre y complejidad.
Materiales y Métodos
Debido a la crisis sanitaria del COVID-19, los niveles de consumo e inventario por producto disminuyeron drásticamente en el año 2020, por lo cual, el período de análisis para el presente trabajo es desde el año 2018 hasta el año 2019.
La demanda de los ítems del año 2018 es utilizada para definir las políticas de inventario a ser implementadas en cada uno de los ítems, y la demanda de los ítems del año 2019 es utilizada para evaluar la efectividad de las políticas de inventario propuestas y seleccionar la más conveniente.
Fase 1: Identificación de los ítems de inventario de la bodega.
Fase 2: Diagnóstico de la gestión actual del inventario.
Fase 3: Definición de las políticas para la gestión del inventario.
Fase 4: Implementación y comparación de modelos simulación para las políticas de inventario.
Fase 1: Identificación de los ítems de inventario de la bodega
Según los registros de movimiento de inventario desde el año 2004, existen 5,488 ítems de inventario. De estos ítems, existen 2 categorías principales:
Ítems de inventario bajo pedido. - Ítems requeridos por las diferentes unidades de la institución para satisfacer las necesidades de un evento en particular, (e.g: Simposios, ponencias, entre otros).
Ítems de inventario para consumo interno. - Ítems requeridos por las diferentes unidades de la institución para satisfacer su consumo regular para la prestación de servicios. Los ítems de inventario para consumo interno se clasifican en materiales de oficina y materiales de aseo.
Acorde a la Tabla 1, de los 5,488 ítems de inventario, 111 son ítems de inventario para consumo interno, representando el 2% del total de tipos de ítems. El 98% de los ítems son inventario bajo pedido. Los resultados de la Tabla 1 proviene de la base de datos de ítems que registraron algún consumo desde el año 2004 al año 2019.
| TIPO DE ÍTEM | CANTIDAD | PORCENTAJE |
| Ítems de inventario para consumo interno | 111 | 2% |
| Ítems de inventario bajo pedido | 5,377 | 98% |
| Total de ítems registrados | 5,488 | 100% |
Para esta investigación, se seleccionan los ítems de inventario para consumo interno, debido a su misma naturaleza de mantener niveles mínimos de stock en bodega para satisfacer las necesidades de las distintas unidades de la institución.
Dado que existen 111 ítems de inventario para consumo interno, y los administradores de la bodega no pueden dar la misma cantidad de recursos para el control a todos los ítems por igual, se deben agrupar en categorías amplias según su importancia monetaria para dar una mejor perspectiva de control a la institución. Un método muy aceptado para lograr esto es la clasificación ABC por consumo monetario de productos, que consiste en multiplicar la demanda anual de cada producto por su costo unitario de adquisición.
La Figura 1 muestra la concentración del nivel de consumo monetario (consumo valorado en dólares) en cada ítem y la Tabla 2 muestran la clasificación ABC monetaria de los ítems de inventario para consumo interno.
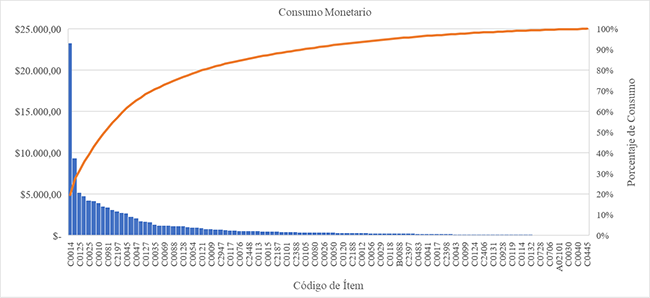
| CATEGORÍA | CANTIDAD | PORCENTAJE DE TIPO DE ÍTEMS | PORCENTAJE DE CONSUMO MONETARIO |
| A | 29 | 26% | 80% |
| B | 40 | 36% | 15% |
| C | 42 | 38% | 5% |
| Total | 111 | 100% | 100% |
Según la Tabla 2, de los 111 ítems en bodega con movimientos registrados hasta el año 2019, un total de 29 de estos ítems se catalogan como tipo A y representan el 80% del consumo monetario, 40 de estos están catalogados como ítems tipo B y representan el 15% del consumo monetario, mientras que los 42 restantes son catalogados como ítems tipo C y representan apenas el 5% del consumo monetario.
Fase 2: Diagnóstico de la gestión actual del inventario
La efectividad de las propuestas de gestión inventario se deben verificar después de su aplicación y su subsecuentemente comparación con los resultados de los indicadores definidos.
A fin de obtener los indicadores principales de los sistemas de inventarios propuestos, se definen las siguientes ecuaciones:
Inventario promedio =
Consumo anual =
Días de inventario =
Nivel de stockout =
Se utilizan los datos del año 2018 como línea base de referencia. En la Tabla 3 se muestra los niveles actuales de inventario promedio, consumo y días de inventario para los 29 ítems tipo A previamente identificados:
| INDICADOR | VALOR |
| Inventario promedio | $ 12,881 |
| Consumo anual | $ 48,582 |
| Días de inventario | 97 |
La institución pública donde se realiza está investigación no registra el incumplimiento de los requerimientos de los ítems en bodega, por ende, no hay datos disponibles para el indicador stockout.
Fase 3: Definición de las políticas para la gestión del inventario
Una política para la gestión de inventario basada en un “Buffer” o “Target de inventario” se acopla a la realidad de la institución sin incurrir en costos operativos extras. Está enfocada a minimizar la cantidad de inventario existente y a la vez maximizar el nivel de servicio en los despachos. Existen 3 distintos escenarios definidos y aplicables como política de inventario, y mediante la evaluación de los indicadores definidos en cada opción, se puede seleccionar la mejor. Para al diseño de cada escenario, se definen 3 pasos:
Paso 1: Determinar el tamaño del buffer de cada ítem
El tamaño del buffer está dado por la siguiente fórmula:
Buffer = (Demanda) x (Lead Time) x (Factor de seguridad)
La demanda corresponde a los consumos promedios mensuales de cada ítem, el lead-time (tiempo de reaprovisionamiento) es el tiempo promedio que toma reabastecer la bodega de un ítem específico, y el factor de seguridad es el stock adicional que se agrega al tamaño del buffer para amortiguar los cambios abruptos de la demanda. El valor del factor de seguridad será directamente proporcional al valor del coeficiente de variación (c.v) de la demanda de cada ítem.
La Tabla 4 muestra los valores que toma el factor de seguridad, en función del c.v.
| C.V mayor a | C.V menor o igual a | Factor de seguridad |
| 0 | 0.20 | 1.2 |
| 0.20 | 0.40 | 1.4 |
| 0.40 | 0.60 | 1.6 |
| 0.60 | 0.80 | 1.8 |
| 0.80 | - | 2 |
Los valores del factor de seguridad mostrados en la Tabla 4 fueron determinados empíricamente con el equipo de investigación, con el fin de amortiguar la variabilidad de la demanda sin incrementar desmesuradamente los niveles de inventario.
A manera de ejemplo para calcular el tamaño de un buffer, se toma el ítem C0100 Jabón líquido, que tiene una demanda promedio mensual de 32 unidades y una desviación estándar de su demanda de 15 unidades, con lo cual se obtiene un c.v de 0.47, acorde a la Tabla 4 el factor de seguridad es de 1.6, y considerando un lead-time de 3 meses, el buffer quedaría definido por la fórmula:
Buffer C0100 Jabón líquido = 32 x 3 x 1.6 = 154 unidades.
En el ejemplo expuesto, el tamaño del inventario objetivo o buffer del ítem C0100 Jabón líquido es de 154 unidades. Este buffer de inventario está diseñado para abastecer a la organización de dicho ítem por 3 meses, incluyendo la variabilidad implícita de su demanda, hasta que llegue un nuevo aprovisionamiento del ítem a bodega.
Paso 2: Determinar el periodo de revisión del inventario (¿cuándo pedir?)
Dado que la institución pertenece al sector público, está sometida a regulaciones estatales sobre el proceso de compra de insumos, ocasionando las siguientes restricciones:
Adicionalmente, el tiempo que transcurre desde que se emite el pedido hasta que los productos llegan a la bodega es variable con un promedio aproximado de 3 meses. La Figura 2 muestra el esquema de pedido de abastecimiento a fin de cumplir con las restricciones estatales:
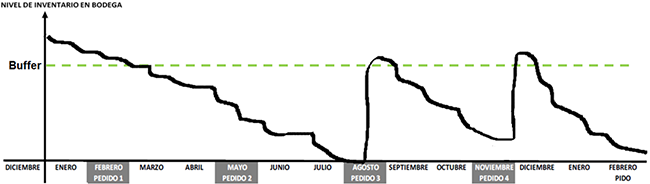
Acorde a la Figura 2, dinámica que se ejecuta en cada mes hábil de pedido consiste en verificar los niveles de inventario de cada ítem, y si la cantidad de inventario del ítem en bodega es menor al tamaño de su respectivo buffer, se genera un pedido, caso contrario, no se genera el pedido. Los meses hábiles para pedidos son febrero, mayo, agosto y noviembre.
Paso 3: Determinar la cantidad a pedir (¿cuánto pedir?)
Existen 3 opciones de pedido que son las que determinan la diferencia entre las políticas de inventario propuestas.
Opción 1: Pedir la diferencia entre el inventario objetivo y el nivel de inventario actual. Por ejemplo, el inventario objetivo definido para el ítem C0100 Jabón líquido es de 154 unidades, y si en un mes hábil de pedido el inventario actual del ítem es de 96 unidades, el pedido sugerido será de 58 unidades.
Opción 2: Pedir la suma de los consumos de los 3 meses anteriores. Es decir, si el consumo del ítem C0100 Jabón líquido en los meses de agosto, septiembre y octubre fueron de 44, 67 y 41 unidades respectivamente, el pedido de noviembre será de 152 unidades.
Opción 3: Pedir el valor máximo entre la diferencia del inventario objetivo con el inventario actual, y la suma de los 3 consumos anteriores. Bajo esta opción, el pedido sugerido para el ítem C0100 Jabón líquido es el máximo entre las opciones 1 y 2, por ende, es 152 unidades.
Fase 4: Implementación y comparación de modelos simulación para las políticas de inventario
El software de simulación utilizado para los modelos propuestos es Flexsim, con el cual se puede modelar, visualizar, analizar y optimizar cualquier proceso de interés. El interfaz visual en 3D, permite apreciar claramente los comportamientos de los elementos que conforman el sistema simulado y a la vez modificar los modelos fácilmente con el fin de experimentar y encontrar al menos una solución factible.
Se desarrollan 3 modelos de simulación, uno por cada opción de política de inventario propuesta, y los parámetros más relevantes de cada modelo están descritos en la Tabla 5.
| Parámetro | Datos |
| Abastecimiento de ítems | Lead-time: Beta (73, 93, 3.8, 2.7) |
| Almacenamiento de ítems | - |
| Demanda de ítems | Mismos valores de los consumos del año 2019 |
| Armado de pedidos de ítems | Tiempos de ciclo: 1 día |
| Despacho de pedidos de ítems | - |
A continuación, se explica detalladamente cada uno de los parámetros mencionados en la Tabla 5. El abastecimiento de ítems representa la cantidad de producto solicitado y el tiempo de reaprovisionamiento. La cantidad solicitada a reaprovisionar estará en función de la política de inventario simulada, mientras que los datos del tiempo de reabastecimiento (lead-time) fueron extraídos en la base de datos de consumo del año 2018, con sus respectivas transacciones desde la generación del pedido hasta la recepción física de los productos en bodega. La Figura 3 fue obtenida de la herramienta Experfit de Flexsim y representa la distribución de probabilidad del lead-time de todos los pedidos de ítems.
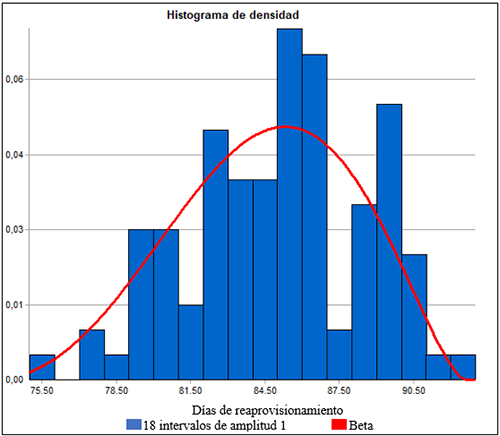
Tal como se observa en la Figura 3, y según lo indicado por el análisis de datos en Experfit, los valores del lead-time siguen una distribución beta con un mínimo de 73 días, un máximo de 93 días, parámetro de forma 1 de 3.8 y forma 2 de 2.7.
El almacenamiento de los ítems está representado por los “Buffers” del modelo, cuya capacidad de almacenamiento es lo suficientemente grande para no interrumpir las operaciones de abastecimiento y despacho.
La demanda generada en los modelos de simulación corresponde a los datos reales de la base de datos de consumo del año 2019 proporcionada por la institución, por ende, poseen la misma variabilidad de la demanda real. Las demandas o pedidos de productos se generan cada mes.
El armado de pedidos de ítems tiene como intensión representar la consolidación física del pedido de productos a las distintas unidades de la institución, y se estableció un tiempo fijo de 1 día.
Finalmente, el despacho de pedidos de ítems representa la operación de despacho en sí, y después del mismo se obtiene el nivel de stockout.
Las variables de salida de los modelos de simulación son el inventario promedio valorado en dólares, el consumo anual para determinar los días de inventario y el nivel de stockout. El inventario promedio es el inventario ponderado en el tiempo que el modelo otorga para cada objeto de almacenamiento de ítems multiplicado por su respectivo precio de compra, el consumo anual corresponde a los pedidos despachados de todos los ítems por cada modelo, y el nivel de stockout se determina evaluando si el consumo en cada período de 3 meses es mayor o igual a la demanda generada en ese mismo período, en caso de no cumplirse dicha relación, se dice que en ese período hubo stockout o un rompimiento de inventario.
Debido a que la primera demanda mensual a despachar es la de febrero (por las restricciones del Estado mencionadas en el paso 2 de la fase 3), los modelos se simulan sobre un horizonte de tiempo de 11 meses.
Con el fin de conocer la robustez de los modelos propuestos frente a un eventual aumento en la variabilidad de los parámetros de demanda y lead-time, se incluye en el presente trabajo un análisis de sensibilidad considerando 2 escenarios:
Escenario 1
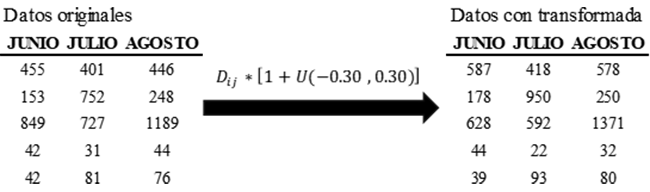
Demanda más variable y la misma distribución del lead-time. Se genera un nuevo conjunto de datos de consumo con una variabilidad mayor que la de los datos otorgados por la institución, esto conlleva a aplicar una transformada a los datos de consumo original mediante la forma:
Dij x [1 + U(-0.30 , 0.30) ], donde Dij es la demanda del ítem i en el mes j, y U es la distribución de probabilidad uniforme continua que oscila entre -0.30 y 0.30. Esto implica un aumento o disminución para cada uno de los datos de demanda original que puede ir del 0% al 30% respecto a su valor original, logrando así aumentar la varianza en los datos de demanda mensual de cada ítem.
El esquema de transformación se ilustra en la Figura 4 para una muestra de datos.
Escenario 2
Demanda original y distribución del lead-time con más variabilidad. Para el lead-time de los productos, se utiliza la misma distribución de probabilidad Beta, pero aplicando cambios a los valores de sus parámetros de mínimo y máximo, con el fin de incrementar la varianza de dicha distribución. La Figura 5 ilustra el cambio de valores de la distribución del lead-time.
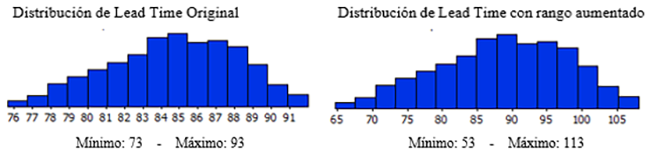
Acorde a la Figura 5, la nueva distribución de probabilidad de lead-time posee un rango más amplio que la distribución original y, por ende, una varianza mayor.
Para efectos de simplicidad, en el análisis de escenarios solo se evalúa los indicadores de inventario promedio y stockout.
Resultados y Discusión
La Tabla 6 muestra los resultados de los indicadores de Inventario Promedio, Días de Inventario y Nivel de Stockout, del sistema actual de inventario (datos del año 2018) y los sistemas de inventario propuestos con los parámetros de demanda (datos del año 2019) y lead-time originales.
| Sistema | Inventario promedio | Días de inventario | Nivel de Stockout |
| Sistema actual de inventario | $ 12,881 | 97 | No hay registros |
| Opción 1: Diferencia entre buffer e inventario actual | $ 10,084 | 86 | 12% |
| Opción 2: Consumo de los 3 últimos meses | $ 8,067 | 72 | 19% |
| Opción 3: Máximo entre opciones 1 y 2 | $ 10,795 | 91 | 8% |
Como se observa en la Tabla 6, las propuestas de políticas de inventario basadas en inventario objetivo (opciones 1, 2 y 3) tienen mejores desempeños que el sistema actual con respecto a inventario promedio y días de inventario (rotación de inventario). La Tabla 7 muestra los porcentajes de reducción respecto al sistema actual de inventario.
| Sistema | Inventario promedio | Días de inventario |
| Opción 1: Diferencia entre buffer e inventario actual | 22% | 12% |
| Opción 2: Consumo de los 3 últimos meses | 37% | 26% |
| Opción 3: Máximo entre opciones 1 y 2 | 16% | 6% |
Acorde a la Tabla 7, la opción 2 muestra la mayor reducción en los indicadores de inventario promedio y días de inventario, sin embargo, posee el stockout más alto como se observa en la Tabla 6. Por otro lado, la opción 3 otorga el stockout más bajo y logra una considerable reducción en los indicadores de inventario promedio y días de inventario de 16% y 6% respectivamente.
Se observa que con base en los resultados obtenidos existe una relación inversamente proporcional entre el inventario promedio y el nivel de stockout para los sistemas simulados. Los tomadores de decisiones deben balancear los requerimientos entre la inversión necesaria que se refleja en el inventario promedio, los días de inventario y el nivel de servicio definido (que se refleja en el nivel de stockout). Por lo tanto, la opción que mejor se desempeña en los indicadores establecidos es la opción 3 con los parámetros de demanda y lead-time originales.
Los resultados del análisis de sensibilidad se resumen en la Tabla 8 para el escenario 1 y en la Tabla 9 para el escenario 2.
| Sistema | Inventario promedio | Nivel de Stockout |
| Sistema actual de inventario | $ 12.881 | No hay registros |
| Opción 1: Diferencia entre buffer e inventario actual | $ 9.936 | 16% |
| Opción 2: Consumo de los 3 últimos meses | $ 7.894 | 19% |
| Opción 3: Máximo entre opciones 1 y 2 | $ 10.758 | 8% |
| Sistema | Inventario promedio | Nivel de Stockout |
| Sistema actual de inventario | $ 12.881 | No hay registros |
| Opción 1: Diferencia entre buffer e inventario actual | $ 12.393 | 27% |
| Opción 2: Consumo de los 3 últimos meses | $ 11.559 | 30% |
| Opción 3: Máximo entre opciones 1 y 2 | $ 15.507 | 23% |
En la Tabla 8 se puede observar que los indicadores de los 3 modelos de simulación no cambian significativamente respecto a los valores de la Tabla 6 con los parámetros de demanda y lead-time originales, sin embargo, en la Tabla 9 se puede notar claramente un cambio en sus indicadores respecto a la Tabla 6, ya que los valores de inventario promedio y stockout se elevan considerablemente. Esto implica que los sistemas de inventario propuestos son muy sensibles a la variación del lead-time, pero responden muy bien ante el incremento de la variabilidad de la demanda, siendo la opción 3 la mejor propuesta, al poseer el menor valor de stockout y lograr disminuir el inventario promedio respecto al valor original.
Se debe considerar para una futura investigación, incorporar un factor de seguridad tanto para la demanda como para el lead-time, con ello se lograría obtener un buffer adecuado para responder a un eventual aumento de la variabilidad de ambos parámetros mencionados.
Al implementar un sistema de control de indicadores de desempeño sobre una política de inventario, se debe considerar los valores objetivos de los indicadores. Para el caso del inventario promedio, días de inventario y nivel de stockout, lo ideal para los tres indicadores es que tengan el menor valor posible.
Para la gestión de los “ítems de inventario bajo pedido”, al ser productos de demanda dependiente, el cuándo y cuánto pedir, se debe basar en la planificación de las necesidades de los usuarios, para esto las unidades solicitantes de la bodega deberían realizar sus pedidos en los meses de enero, abril, julio y octubre, es decir, un mes antes de llegar a algún mes hábil de pedido.
Conclusiones
El objetivo de la presente investigación es comparar las distintas políticas de inventario con el fin de disminuir el nivel de inventario promedio en la bodega, regular los pedidos con base en un criterio simple y sólido, considerando el nivel de servicio más alto para las áreas solicitantes de la institución. Tres opciones diferentes fueron simuladas con Flexsim considerando la realidad de la institución pública. Las tres opciones presentan mejor desempeño que la situación inicial y la opción 3 presenta un mejor desempeño en conjunto con respecto a la inversión requerida y nivel de servicio ofrecido. La metodología propuesta es simple de entender, efectiva regulando los niveles de inventario en bodega y es aplicable para cualquier tipo de producto que posea demanda independiente.
Para realizar el cálculo del tamaño del buffer de algún producto de bodega, se debe considerar su demanda mensual promedio, su lead time y un factor de seguridad que estará en función del coeficiente de variación del producto a fin de amortiguar los cambios abruptos de la demanda.
Tomando la opción 3, donde se pide el valor máximo entre la diferencia de inventario (buffer menos el inventario actual), y la suma de los tres consumos anteriores, se disminuye el inventario promedio valorado en dólares en 16%, se disminuye los días de inventario de 97 a 91 días, es decir un 6%, y se tiene un nivel de stockout del 8%.
Mediante un análisis de sensibilidad, se logró determinar que los sistemas de inventario propuestos responden muy bien ante un eventual aumento en la variabilidad de la demanda, pero son muy sensibles ante un aumento en la variabilidad del lead-time, debido a que la fórmula de cálculo de buffer contempla un factor de seguridad solo en función de la variación de la demanda. Ante esta situación, se recomienda implementar una fórmula de cálculo de buffer que incorpore un factor de seguridad tanto para la variación de la demanda como para la variación del lead-time, y posteriormente verificar su efectividad mediante modelos de simulación.
A través de una buena política de inventario se logra regular el proceso de compra de insumos mediante un sistema de control sencillo y eficaz que pide lo necesario para abastecer los requerimientos de la organización en cada período de tiempo sin incurrir en costos adicionales de operación.
Reconocimientos
Esta investigación fue posible gracias a la colaboración de la institución pública que facilitó oportunamente los datos requeridos para su desarrollo.
Referencias
Beamon, B. M. (1998). Supply chain design and analysis: Models and methods. International journal of production economics, 55(3), 281-294.
Chopra, S., & Meindl, P. (2007). Supply chain management. Strategy, planning & operation. In Das summa summarum des management (pp. 265-275). Gabler.
Dosdoğru, A. T., Asli, B., Göçken, M., & Göçken, T. (2020). Simulation optimization approach to periodic review inventory control system with backorders. Çukurova Üniversitesi Sosyal Bilimler Enstitüsü Dergisi, 29(1), 200-212. https://doi.org/10.35379/cusosbil.718113
Dubois, G. (2018). Modeling and simulation: challenges and best practices for industry. CRC Press. (1st ed, pp 1-8).
Ihme, M., & Stratton, R. (2015). Evaluating demand driven MRP: a case based simulated study.
Jackson, I., Tolujevs, J., & Kegenbekov, Z. (2020). Review of inventory control models: A classification based on methods of obtaining optimal control parameters. Transport and Telecommunication, 21(3), 191-202. https://doi.org/10.2478/ttj-2020-0015
Kai Hoberg; James R. Bradley; Ulrich W. Thonemann (2007). Analyzing the effect of the inventory policy on order and inventory variability with linear control theory. 176(3), 1620–1642. https://doi:10.1016/j.ejor.2005.10.040
Kearney A.T. (2016). CSCMP’ annual State of the Logistics Report.
Macias-Aguayo, J., Abad-Morán, J., Barragán-Robles, C. (2019). Diseño de políticas de reabastecimiento de inventario: Caso en el Sector Hospitalario. 17 th LACCEI International Multi-Conference for Engineering, Education, and Technology. http://dx.doi.org/10.18687/laccei2019.1.1.318
Müller, M. (2003) Essentials of inventory management, AMACOM American Management, pp. 2-4
Nordgren, W. B. (2002, December). Flexsim simulation environment. In Proceedings of the winter simulation conference (Vol. 1, pp. 250-252). IEEE.
Prak, D., Teunter, R., & Syntetos, A. (2017). On the calculation of safety stocks when demand is forecasted. European Journal of Operational Research, 256(2), 454-461. http://dx.doi.org/10.1016/j.ejor.2016.06.035
Robert A Davis. (2016) Demand-Driven Inventory Optimization and Replenishment, Wiley (2dn ed, pp. 37-50)
Silver, E. A., Pyke, D. F., & Thomas, D. J. (2016). Inventory and production management in supply chains. CRC Press. (4th ed, pp 239-245).

