
Artículos Científicos
Aplicación de técnicas lean manufacturing: estudio de caso del taller de producción de "print colors" S.A.
Application of lean manufacturing techniques: case study of the production shop floor of "print colors" S.A.
Revista Científica de Ciencia y Tecnología El Higo
Universidad Nacional de Ingeniería, Nicaragua
ISSN-e: 2413-1911
Periodicidad: Anual
vol. 13, núm. 2, 2023
Recepción: 01 noviembre 2023
Aprobación: 12 diciembre 2023
Resumen: El sistema de trabajo Lean Manufacturing, es uno de los sistemas de gestión mayormente utilizados en diferentes áreas de producción dado sus impactos positivos en los niveles de eficiencia y productividad alcanzados en las organizaciones que lo aplican. Además de esto, promueve una cultura de mejora continua, escalonada e integral dentro de las empresas, sean estas de manufactura o servicios. El objetivo de esta investigación es evaluar el mejoramiento de la productividad del sistema productivo de la empresa “Print Colors” S.A., mediante la aplicación de Técnicas de Lean Manufacturing (LMT, por sus siglas en inglés). La metodología enfatizó un estudio de caso analizando variables de piso de fábrica como trabajo en proceso, tiempo de procesamiento y lead time. Como resultado, en la última auditoría del programa 5S implementado se obtuvo una mejoría que registró un valor de 69% en el pilar disciplina y en relación al JWO fueron evidentes esfuerzos para potencializar las habilidades y los atributos del talento humano del taller. El lead time, como principal indicador de desempeño, puntuó en 1 día y medio para el proceso actual del cinturón lumbar talla “L”, lo que provocó una mejora en relación al proceso inicial de 5 días aproximadamente para cada unidad de producción realizada. La conclusión reitera que la implementación de estas técnicas fue factible y útil para la empresa, percibiéndose también que aún existen oportunidades de mejora a ser consideradas en toda la cadena productiva para el sistema productivo.
Palabras clave: sistema de producción, Lean Manufacturing, VSM, 5S.
Abstract: The Lean Manufacturing system is one of the most widely used management systems in different areas of production, given its positive impact on the levels of efficiency and productivity achieved in the organizations that apply it. In addition to this, it promotes a culture of continuous, gradual, and comprehensive improvement within companies, whether they are manufacturing or service companies. The objective of this research is to evaluate the improvement of the productivity of the production system of the company "Print Colors" S.A. through the application of Lean Manufacturing Techniques (LMT). The methodology emphasized a case study analyzing factory floor variables such as work in process, processing time, and lead time. As a result, in the last audit of the 5S program implemented, an improvement, an improvement of 69% was obtained in the discipline pillar, and concerning the JWO, efforts to enhance the skills and attributes of the workshop's human talent were evident. The lead time, as the main performance indicator, scored 1 and a half days for the current process of the "L" size lumbar belt, which resulted in an improvement regarding the initial process of approximately 5 days for each unit of production carried out. The conclusion reiterates that the implementation of these techniques was feasible and useful for the company, also perceived that there are still opportunities for improvement to be considered throughout the production chain for the production system.
Keywords: production system, Lean Manufacturing, VSM, 5S.
INTRODUCCIÓN
Las empresas hoy en día se encuentran en la búsqueda recurrente de soluciones prácticas para viabilizar su sostenibilidad económica (Abdulhafedh, 2021). Esto es posible de realizar por medio de una mejora cíclica y constante de sus procesos productivos y/o de fabricación (Bocken y Short, 2021). El sistema de trabajo Lean Manufacturing, es uno de los sistemas de gestión mayormente aplicados en el mundo dado sus contribuciones positivas en indicadores como niveles de eficiencia y productividad, y éstos son comprobados por las organizaciones practicantes (Das y Das, 2023; Subramanian, 2023; Guzel y Asiabi, 2022). Las organizaciones “Lean” promueven entonces una cultura de mejora continua y son testigos de cambios positivos substanciales, tanto de sus unidades operativas, administrativas, gerenciales, como en otras (Azemi et al., 2020). Se presentan a continuación algunos de los conceptos básicos que conforman la teoría de Lean Manufacturing.
Los investigadores Hernández y Vizán (2013, p.10) definen Lean Manufacturing como una filosofía de trabajo basada en las personas que orienta formas de mejora y optimización de los sistemas de producción focalizándose en identificar y eliminar todo tipo de desperdicios o mudas (término procedente del japonés), definidos éstos últimos como aquellos procesos o actividades que usan más recursos de los estrictamente necesarios. Para ello, la filosofía Lean se enfoca en la identificación de 7 categorías de desperdicios o mudas que se manifiestan en las líneas de producción y entre ellas están: sobreproducción, tiempo de espera, transporte, exceso de procesamiento, inventario, movimiento y defectos. Por tanto, la meta radica en eliminar todo aquello que no se debería estar realizando de formadesperdiciadora puesto que no agrega valor al cliente. Para alcanzar sus objetivos, la filosofía Lean despliega una aplicación sistemática y habitual de un conjunto extenso de técnicas que cubren la práctica total de las áreas operativas de fabricación: organización de puestos de trabajo, gestión de la calidad, flujo interno de producción, mantenimiento, gestión de la cadena de suministro, por mencionar algunas (Little y McKinna, 2005).
· Value stream mapping VSM
Lean Manufacturing Tools (2023) define el: Value Stream Mapping VSM (mapeo de flujo de valor) como una herramienta que busca mapear el proceso de transformación de los productos desde el proveedor hasta el cliente, destacando los flujos de producción e información y la identificación de retrasos y procesos que no agregan valor al producto. Desde la percepción de Guzel y Asiabi (2022), el flujo de valor es el conjunto preciso de acciones necesarias para conseguir un producto concreto y se consigue a través de la identificación de las funciones críticas de gestión que se encuentran en todas las empresas.
El VSM puede ser definido inclusive como una técnica gráfica, que permite visualizar todo el macroproceso de producción, permitiendo detallar y entender claramente el flujo, tanto de información como de los materiales necesarios para que un producto o servicio pueda llegar hasta su destino (Guzel y Asiabi, 2022). A través del mapeamiento de las actividades que no agregan valor al proceso pueden iniciarse las acciones necesarias para su eliminación. Siendo que, para Lean Manufacturing Tools (2023) el VSM es una de las técnicas más utilizadas para establecer planes de mejora de manera eficiente debido a su orientación de las mejoras en puntos específicos del proceso obteniéndose a su vez los resultados más adecuados.
· Japanese Work Organization
La Organización Lean Tools (2011) sostiene que el JWO (Japanese Work Organization) consiste en idear y establecer una manera de organizar el trabajo orientado a la exhaustiva aplicación práctica de habilidades en los trabajadores; esto es, mantener la plena utilización de las capacidades de la mano de obra. Este tipo de sistema se complementa con otras prácticas organizativas, tales como la formación de trabajadores que puedan realizar varias tareas (polivalencia), la asignación flexible del trabajo, la asignación de responsabilidad a los trabajadores con el fin de comprobar parámetros de calidad y en la utilización de autonomía de mantenimientos básicos en el área de trabajo. La aplicación de este sistema impacta en la calidad, los equipos y, además, en la distribución de los diferentes sectores. Lean Tools (2011), establece como principios del sistema JWO los siguientes: trabajadores multidisciplinares, calidad, mantenimiento y mejoras en el puesto de trabajo.
Por su parte, Ramírez (2023) explica que a través de la evolución natural del medio ambiente de trabajo Lean, los empleados comienzan a trabajar como equipos interdependientes para cumplir con los objetivos del área y de la compañía. Cuando este momento comienza, es oportuno apoyar la transición hacia una fuerza de trabajo autodirigida, capaz de gestionar sus propias áreas, consiguiéndose apreciar una reducción en la supervisión y vigilancia de ésta. Equipos de trabajo autodirigidos voluntariamente, en gran medida, interactúan con clientes internos y proveedores para mejorar la eficacia de la zona y se ocupan eficazmente de asuntos del área (Wanitwattanakosol y Sopadang, 2012).
5S
Las 5S parten de la filosofía Lean como una aplicación eficaz para la organización de los centros de trabajo, los cuales son reconvertidos en lugares más limpios, eficientes, y pueden alcanzar un notorio aumento en la productividad, en el gerenciamiento visual y en el trabajo estandarizado (Lean Manufacturing Tools, 2023). Es un abordaje metodológico para organizar las prácticas en los puestos de trabajo, y es dividida en 5 principios, en que cada uno de éstos se deriva a su vez de los términos originarios del japonés que comienzan con la letra “S” (Seiri, Seiton, Seiso, Seiketsu, Shitsuke).
Debido a lo anterior, es atribuido el término de 5S a esta metodología. Para los investigadores Guzel y Asiabi (2022), las 5S promueven un enfoque sistemático que organiza y estandariza el lugar y ambiente donde se realizan las actividades productivas dentro de las organizaciones. De acuerdo con ellos, las 5S aportan al aumento en la seguridad en el trabajo, mejoras en los flujos de trabajo, contribuyen a una mejor calidad del producto, evitan el excedente de inventarios y mejoran la eficacia en los controles del área de trabajo. Además de que establecen cómo los equipos deben organizar los materiales y equipos y el mantenimiento de los puestos de trabajo limpios y organizados para maximizar la eficiencia de las operaciones.
Dados estos conceptos presentados, el problema de investigación de este trabajo radica en la evaluación de aplicación de estas técnicas de Lean Manufacturing en la empresa “Print Colors” S.A. El objetivo entonces fue el de evaluar el mejoramiento en la productividad del sistema productivo de la empresa “Print Colors” S.A. mediante la aplicación de herramientas de Lean Manufacturing.
La importancia de este estudio incurre en el diseño de equipos de trabajo de autogestión colaborativos. Tales equipos deben ganar confianza y respeto de la gerencia para lidiar con el aumento en las responsabilidades individuales de sus competencias y del equipo como un todo. Estos esfuerzos pueden eventualmente beneficiar al grupo de trabajo, al área en que se desempeñan y a toda la organización. Las mejores empresas del mundo atribuyen su éxito por medio de la maximización de los talentos de sus recursos humanos y esto es por medio de la creación de entornos de producción positivos que consiguen promover un trabajo en equipo altamente disciplinado y avanzado (Das y Das, 2023; Ramírez, 2023; Ajin et al., 2015).
MATERIALES Y MÉTODOS
El método de investigación enfatizó un estudio de caso en el taller de confección de equipos de protección personal (EPP) ubicado en la ciudad de Managua, Nicaragua (Yin, 2015). La técnica de estudio, de carácter mixta, se apropió de una combinación de abordajes cualitativo-cuantitativos (Richardson, 2017; Frankfort-Nachmias y Nachmias, 2007). La etapa cualitativa de análisis fue capturada mediante el diagnóstico situacional de la empresa, así como su proyección de su estado futuro. Y en relación a la etapa cuantitativa, fue representada por medio de la interpretación del análisis de los resultados obtenidos. De esta forma, fueron analizadas diferentes variables (Gil, 2019). Algunas de éstas fueron a: i) trabajo en proceso (WIP, por sus siglas en inglés), ii) tiempo de procesamiento (TP) y, iii) lead time (LT).
Las fases de esta investigación fueron ejecutadas dado el siguiente orden: preparación de los datos, apoyada con las plantillas disponibles para la identificación del estado actual o situacional de la empresa (Gil, 2019) que, a su vez, fue basado en los datos de observación directa del piso de fábrica. La coleta de datos se dio por medio del registro de las informaciones derivadas del sistema productivo estudiado. Y como últimas fases, el análisis del status quo se dio por medio de la interpretación de los datos obtenidos de la herramienta VSM y su documentación posterior en documentos consolidados y revisados por los autores de este estudio (Gil, 2019). La unidad de observación de esta investigación estuvo sujeto a las características del sistema de producción de la empresa “Print Colors” S.A., perteneciente al contexto propio de la relación de este sistema con sus funcionarios (Frankfort-Nachmias & Nachmias, 2007). Así como el alcance del estudio, que estuvo dado por las etapas correspondientes al proceso de fabricación del producto cinturón lumbar de talla “L” (Richardson, 2017; Frankfort-Nachmias y Nachmias, 2007).
Se ajustaron y aplicaron las Técnicas Lean Manufacturing (LMT) y las variables de análisis inherentes a su filosofía de trabajo. La muestra del estudio estuvo caracterizada por el sistema productivo de la empresa “Print Colors” S.A., donde se utilizó el método de cronometraje para estimar los tiempos estándar de operación, apoyándose de la fórmula 1propuesta por García (2018) para calcular el tamaño de muestra de cada ciclo de operación:
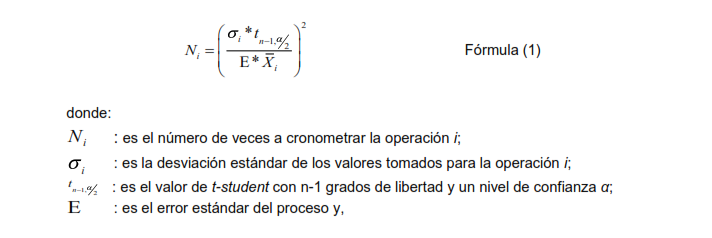
X : es la media de los valores tomados para la operación. Este estudio se llevó a cabo en el primer semestre de 2018, y los resultados se resumen a continuación.
RESULTADOS Y DISCUSIÓN
Como primera etapa, fue realizada una evaluación diagnóstica sobre la situación actual de la empresa en relación a sus prácticas desempeñadas con base en los criterios: orden, limpieza, seguridad e higiene, como presentado en la Tabla 1
| Criterios | 5 | 4 | 3 | 2 | 1 | 0 | Puntaje | Ponderación | Subtotal |
| Infraestructura (condiciones inseguras) | 4 | 4 | 0.33 | 1.20 | |||||
| Capacitación | 2 | 2 | 0.20 | 0.40 | |||||
| Accidentes/incidentes | 2 | 2 | 0.25 | 0.50 | |||||
| Uso de EPP | 1 | 1 | 0.25 | 0.25 | |||||
| Total (5 puntos) | 2.35 | ||||||||
La evaluación previa al programa 5S, demostró un bajo rendimiento en todos los criterios siendo considerados y puso en evidencia que la empresa necesitaba de un cambio comportamental de sus colaboradores en relación a sus resultados en estos parámetros. Estos hallazgos se presentaron a la gerencia del taller en función de los términos de sus niveles de cumplimiento e incumplimiento, como se muestra en la figura 1.
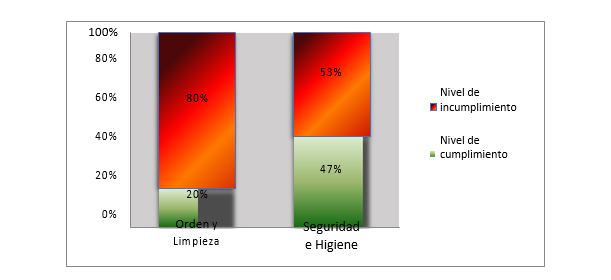
La situación actual de “Print Colors”, reflejada por medio de la tabla 1 y figura 1, contempló la justificación del diseño de un programa 5S, para que estos valores pudieran mejorar y que la empresa obtuviera un cambio significativo en relación a la apropiación de una cultura de orden y limpieza como consecuencia.
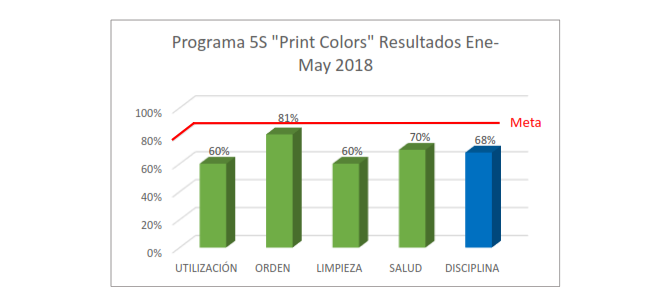
Posterior a la presentación del programa 5S a la empresa, su porcentaje dada la eficacia alcanzó un 68% (figura 2), lo que sugería, sin embargo, que oportunidades de mejora en el taller en cuanto a la aplicación de los principios de utilización, organización, limpieza, salud y seguridad, disciplina eran discutibles. Por medio del Programa 5S se definió entonces un nuevo ciclo de mejora continua, el cual sobresale como una línea en el eje horizontal en la figura 2 (en rojo) que corresponde a un 80% de eficacia del programa. Esta meta fue definida para ser alcanzada trimestralmente y al encargado de piso se le asignó la tarea de la aplicación de esta evaluación (Guzel y Asiabi, 2020; Mane y Jayadeva, 2015).
A continuación, se presentan los resultados concernientes a la aplicación de la herramienta VSM. El producto evaluado fue el cinturón de seguridad talla “L”, seleccionado por su relevancia relativa ya que representaba el artículo mayormente producido y vendido por la empresa.
El cálculo de los tiempos de fabricación fue fundamental para la determinación del tiempo de atravesamiento o lead time del VSM, así también la abstracción de forma precisa del flujo de producción del cinturón. Es importante señalar que la obtención de los tiempos de procesos no se hace con la principal finalidad de la esencia de su aplicación en la ingeniería de métodos. En este estudio se consideró que la norma por cada actividad ya está optimizada y, si sólo si, se logró identificar la oportunidad de mejora. Durante la elaboración del VSM no se realizó omisión a la aplicación de modificaciones para establecerse una nueva estandarización del trabajo. De esta manera, en la tabla 2 son presentados los tiempos de producción para los tres procesos de manufactura identificados y nombrados como: cortes, costuras y empaque.
| Tiempos del proceso de corte (min.) | Tiempos del proceso de costuras (min.) | Tiempos del proceso de empaque (min.) |
| 26.7139 | 28.8187 | 2.3802 |
Estos tiempos integran cada una de las actividades que fueron definidas en el flujo de los procesos de corte, costura y empaque, por lo que aportó en su simplificación a la hora de ser representados en el VSM y, por tanto, en su modelaje. Cabe mencionar que para llegar a estos tiempos se auxilió del abordaje de medición del trabajo haciendo uso a su vez del método cronometraje y de la fórmula 1 mostrada en el capítulo de metodología (García, 2018).
De esta manera, se estableció un nivel de eficiencia para los procesos de un 85%; llegando a la conclusión de que las personas ya eran especialistas en el desempeño de las operaciones y que también influyó la caracterización del buen estado de las máquinas del taller, que, según el encargado de piso, eran relativamente nuevas. Por tanto, el VSM actual mostrado en la figura 3 es el estado inicial o status quo de la empresa para el flujo productivo del cinturón lumbar talla “L”, mapeado durante el mes de febrero de 2018. En la parte superior de la figura se pueden apreciar los agentes involucrados durante los procesos fabricación. Al lado superior derecho se encuentra el cliente, el cual es el responsable de emitir la orden de compra o de fabricación (OC) para “Print Colors” S.A., y éste, a través de la gestión de la gerencia, solicita al proveedor el abastecimiento de los materiales para atender a los procesos de manufactura.
Vale señalar, que estos procesos son los cuadros que están en la parte inferior central y que cada uno cuenta con una tabla resumen de los datos de análisis como lo son: el tiempo de operación, el inventario en proceso (WIP), la eficiencia, entre otros. La línea inferior, corresponde a la línea de tiempo, la cual considera la medición de los procesos e inventarios semiterminados y terminados, expresados en unidad de tiempo en días. La suma de éstos da como resultado el lead time o tiempo de atravesamiento del producto, igual a 7 días aproximadamente. Lo que quiere decir que una unidad de producción de cinturón talla “L”se entrega al cliente en 6.88 días, si todos estos valores se mantienen constantes.
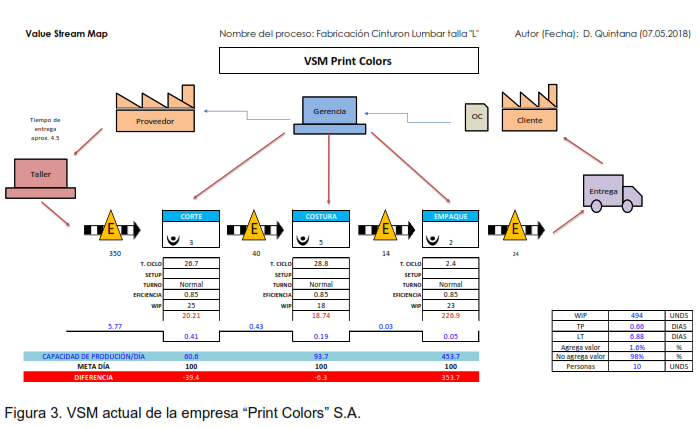
Esta ‘radiografía’ del proceso actual nos revela también un porcentaje de las operaciones en función de los procesos y/o actividades que no agregan valor. En este caso, estas operaciones se manifestaban en niveles de sobreproducción, transporte innecesario de materiales, poco nivel de estandarización de las tareas que, a su vez, no agregaban valor al proceso productivo, siendo compatibles con los tipos de desperdicios o mudas que explica la teoría de Lean Manufacturing (Hernández y Vizán, 2013; Little y McKinna, 2005).
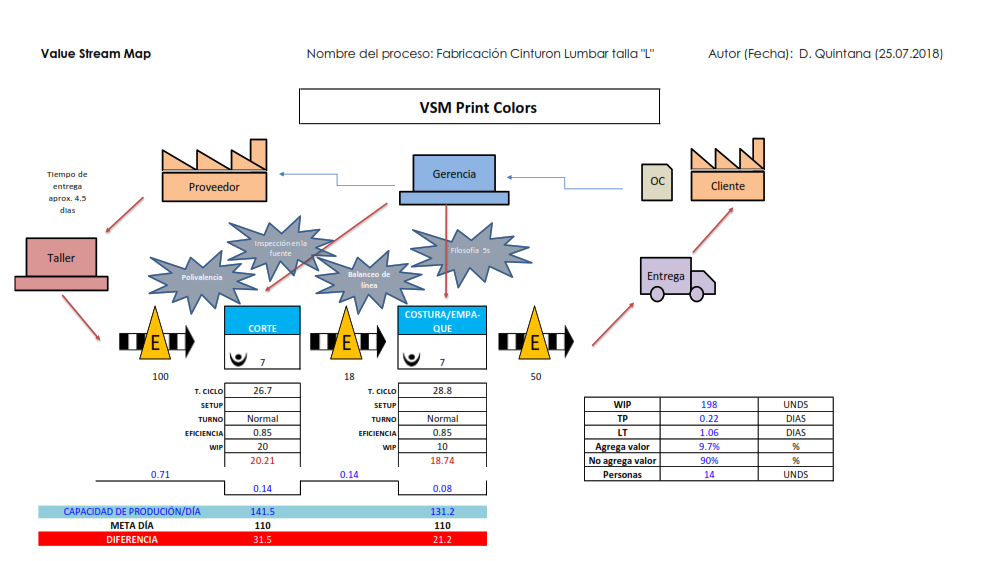
Por otro lado, en la figura 4 se pueden apreciar los diferentes eventos kaizen considerados para la mejora del proceso actual de la Empresa. Entre ellos fueron implementados el balanceo de las líneas de producción, la aplicación y puesta en práctica del JWO como filosofía de trabajo (para minimizar la probabilidad de errores de proceso, mejorar el orden y limpieza en el centro de trabajo, formar trabajadores polivalentes capaces de tomar decisiones con empleados empoderados). Otra propuesta incluida fue la de conectar el proceso de empaque dentro del proceso de costura (Guzel y Asiabi, 2022). De esta manera, la intención era que la última actividad de costura no produjera inventario en espera y que la persona encargada de empacar fuese la misma persona que realizara la entrega del producto terminado al cliente.
Por tanto, en la figura 4 se puede apreciar además el estado futuro propuesto para el proceso productivo de la empresa “Print Colors” S.A. y la tabla 3 revela, por su parte, el comparativo de indicadores de desempeño entre el VSM actual versus el VSM futuro para este estudio de caso.
| Indicadores del proceso | VSM Actual | VSM Futuro | Diferencia |
| Eficiencia (%) | 85 | 85 | 0 |
| Mano de obra (personas) | 10 | 14 | 4 |
| Lead time (días) | 6.88 | 1.06 | -5.82 |
| Meta de producción (unds.) | 100 | 110 | 10 |
| Tiempo de proceso (días) | 0.66 | 0.22 | -0.44 |
| Inventario en proceso (unds.) | 494 | 198 | -296 |
| AAV (%) | 1.6 | 9.7 | 8.1 |
| ANAV (%) | 98 | 90 | 8 |
Las mejoras esperadas en el estado futuro del proceso de producción de “Print Colors” S.A. se sustentan en una mejoría del lead time, en el inventario en proceso (WIP) y en el porcentaje de las actividades que agregan valor. Para el caso del lead time, la mejora estimada partía del valor inicial de 6.88 días para un nuevo valor de 1.06 días, lo que correspondía a una mejora de menos 5.82 días que el cliente esperaría por unidad de producción a ser entregada. Así también, el WIP tendía a disminuir, pasando de 494 a 198 unidades en toda la cadena productiva y el porcentaje de actividades que agregan valor (AAV) presentaría un aumento de un 1.6% para un 9.7%.
Este último indicador (AAV), en un primer momento, no parecía representar una mejora muy significativa, debido a que la gran parte de los procesos, en términos generales, tenían una mayor representatividad en actividades que no agregaban valor (ANAV) en comparación con las que sí efectivamente entregaban valor agregado al proceso. Sin embargo, esto es debatible, ya que esta empresa en particular, por ser una pyme, reincide en el hecho que no cuenta con personal calificado para velar por todas las funciones de las gestiones de procesos, por tanto, es de esperarse que en el VSM resulten valores considerablemente bajos (Guzel y Asiabi, 2022).
En la tabla 4 se muestra el estado productivo anterior del cinturón lumbar talla “L” versus el VSM vigente (nueva evaluación después de transcurrido cinco meses) conteniendo las mejoras incluidas dentro del sistema de producción y que tiene como su principal indicador, el tiempo de atravesamiento o lead time.
| Indicadores del proceso | VSM Actual | Nuevo VSM | Diferencia |
| Eficiencia (%) | 85 | 91 | 6 |
| Mano de obra (personas) | 10 | 13 | 3 |
| Lead time (días) | 6.88 | 1.6 | -5.28 |
| Meta de producción (unds.) | 100 | 110 | 10 |
| Tiempo de proceso (días) | 0.66 | 0.54 | -0.12 |
| Inventario en proceso (unds.) | 494 | 256 | -238 |
| AAV (%) | 1.6 | 6.4 | 4.8 |
| ANAV (%) | 98 | 94 | -4 |
Se observa en la tabla 4 el comparativo de la figura 3, mostrada al inicio de este capítulo, con la figura 5 que corresponde a una actualización del primer mapeamiento, una vez aplicadas todas las herramientas, o también llamado para fines de presentación como el nuevo VSM. Posterior a la implementación de la Técnicas Lean Manufacturing (LMT), el valor de la eficiencia pasó de un 85% a un 91% con auxilio del balanceo de las cargas de trabajo en las líneas de producción y se obtuvo una mejora total en el lead time de 5.28 días (pasando de un 6.88 inicial para 1.6 días) que corresponde al desempeño actual de todo el proceso de transformación del cinturón lumbar talla “L”, que va desde la emisión de la orden de compra hasta la entrega del producto final al cliente.
El inventario, por su parte, obtuvo una mejora significativa, de 494 unidades inicialmente para256 unidades, distribuidas en toda la cadena de producción. Lo que es lo mismo decir que,238 unidades que anteriormente formaban parte del proceso productivo fueron reaprovechadas dada la aplicación del balanceo de cargas (Alkhoraif et al., 2019).
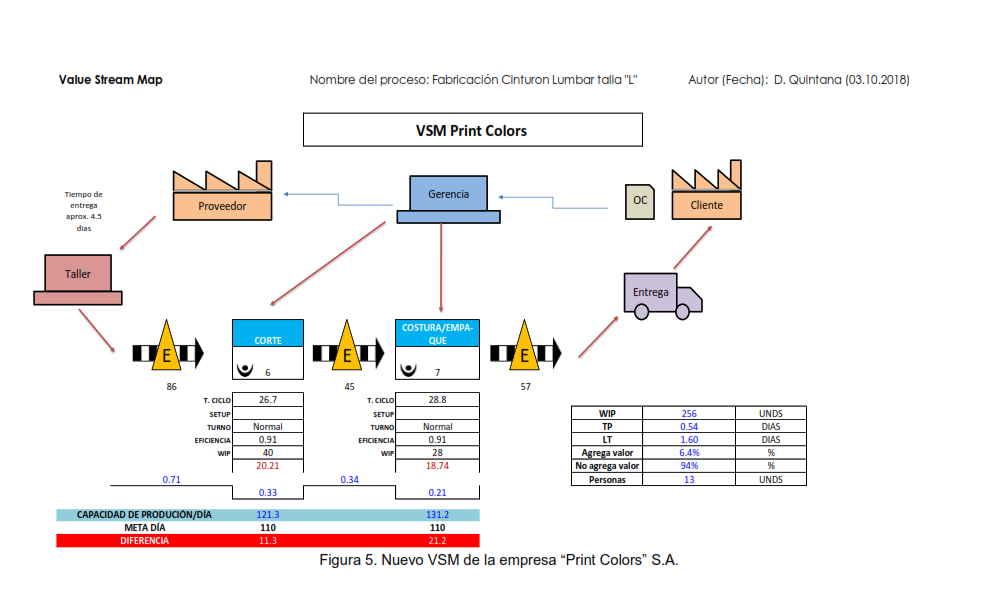
Esta mejora también puede ser explicada por la integración del proceso de empaque con costura y la aplicación de una filosofía de trabajo arraigada en la identificación y disminución de errores y mudas (5S y JWO). Por otro lado, las actividades que agregaban valor (AAV) mejoraron en un 4.8 en términos porcentuales, de un 1.6% de actividades que estaban agregando valor al producto en la etapa inicial a un 6.4% actualmente, lo que trajo consigo una disminución de las actividades que no agregan valor representadas por un 4%.
Toda esta información fue mostrada a la gerencia del taller para que percibiera la importancia de mantener y dar seguimiento a estas técnicas y herramientas. También fue compartida la recomendación de divulgar estos indicadores en alguna parte (visualmente aparente) del taller. Esto último con el propósito de promover una cultura de difusión de las informaciones relativas a las actividades que ocurren en el piso de fábrica que son de interés también de los empleados, quienes, sin duda, se le adjudica esos niveles de mejora alcanzados en el proceso productivo actual en la empresa (Mane y Jayadeva, 2015; Hernández y Vizán, 2013).
Es importante destacar que el trabajo aquí realizado no debe limitarse a estos insights únicamente, puesto que la misma filosofía Lean Manufacturing establece que la mejora continua tiene que surgir integralmente, es decir, a través de esfuerzos constantes e, inclusive, diarios, en los centros de trabajo (Das y Das, 2023; Ramírez, 2023). Asegurando con ello, mejoras cíclicas por mínimas que éstas sean y que, a su vez, tengan coherencia con el diseño de planes de acción periódicos orientados al desempeño de las líneas productivas, las cuales consigan potencializar los principios prácticos de la nueva filosofía de trabajo asumida.
CONCLUSIÓN
Actualmente las empresas buscan soluciones eficaces para viabilizar su sostenibilidad económica. Esto es posible de realizar por medio de cambios que integren y operacionalicen mejoras constantes y duraderas en los procesos productivos de las empresas.
Mejoras en el clima laboral de “Print Colors” fueron evidentes en esta investigación, puesto que se inició un cambio en la cultura y filosofía de trabajo de los empleados con la aplicación del Japonese Work Organization (JWO), otorgando así los esfuerzos necesarios para potencializar las habilidades y los atributos del talento humano de la empresa. El JWO vino a cambiar la manera de realizarse las actividades en el taller de producción, y este cambio impactó positivamente en el flujo productivo teniendo una incidencia directa en su lead time, en la eficiencia de las operaciones, la productividad de los empleados y finalmente, en la competitividad de la empresa al continuar agregando verdadero valor para el cliente.
El programa 5S mantuvo su constancia en la filosofía de trabajo implementada y, en relación a su última auditoría, la cual obtuvo un resultado de 69% en el pilar disciplina. Sin embargo, dejó entrever que aún existen oportunidades de mejora en cuanto al alcance de un grado mayor de efectividad dada la correcta aplicación de los principios 5S; sobre todo en los principios: utilización y limpieza.
El nuevo VSM midió un tiempo de atravesamiento o lead time de 1.6 días para el proceso actual del cinturón lumbar talla “L”. Esto desencadenó una mejora en relación al proceso inicial (previo a la implementación de las técnicas), que correspondía a 5.28 días por unidad de producción realizada. Esto último es equivalente a decir que se ocuparía un 176% menos de cantidad de tiempo en el sistema productivo desde que las técnicas Lean Manufacturing fueron implementadas en el taller de fabricación. Por tanto, puede concluirse que pudo ser mejorada la productividad del sistema productivo de la empresa “Print Colors” S.A. a través de la aplicación de técnicas y herramientas de Lean Manufacturing.
Una vez identificadas nuevas inconformidades en el nuevo VSM (versión actualizada), puede ser decidida la implementación de otras herramientas Lean a ser utilizadas para que auxilien en la mejora constante de la eficiencia del flujo de producción como, por ejemplo: SMED, implementación de Poke Yoke, SMED (Single Minute Exchange of Die), Kanban, indicadores de calidad, ANDON, para citar algunas de ellas. Todo esto se deja registrado además como posibles trabajos futuros a ser conducidos.
El proceso de mejora continua debe ser constante en su desarrollo para asegurar su eficacia en sus fases de implementación. La gerencia debe realizar entonces un papel preponderante y tendrá que poner un empeño significativo en la gestión del sistema Lean Manufacturing instalado en el sistema productivo de “Print Colors”, así como también valerse de más informaciones disponibles de técnicas más recientes de esta filosofía, de la propia ingeniería de producción o de las provenientes a la corriente de la Industria 4.0 y digitalización.
REFERENCIAS
Ajin, B. S., Raju, T., y Prasanth, A. S. (2015). A Comprehensive Study on Implementation of Lean Manufacturing in Coir Based SME’s in Kerala. International Journal of Engineering Trends and Technology, 30(1), 8-12
Alkhoraif, A., Rashid, H., y McLaughlin, P. (2019). Lean implementation in small and medium enterprises: Literature review. Operations Research Perspectives, 6, artículo e100089.
Azemi, F., Simunovic, G., Lujic, R., y Altaleb, H. (2020). Application of lean principles within SMEs in Kosovo manufacturing industry and benefits of implementation. En UBT International Conference 2020. University for Business and Technology in Kosovo.
Abdulhafedh, A. (2021). The Analysis of Corporate Sustainability. Science and Education Publishing, 3, 6-11.
Bocken, N. M., y Short, S. W. (2021). Unsustainable business models–Recognising and resolving institutionalised social and environmental harm. Journal of Cleaner Production, 312, artículo e127828. ht t ps: // doi. org /10. 1016/j .j clepr o. 2021. 127828
Das, A., y Das, M. (2023). Productivity improvement using different lean approaches in small and medium enterprises (SMEs). Management Science Letters, 13(1), 51-64. htt ps: // doi. org / 10. 5267/j .m sl. 2022. 9.002
Frankfort-Nachmias, C., y Nachmias, D. (2007). Research Methods in the Social Sciences (7ª ed., Vol. 7). Nueva York: Editora Worth Publishers.
García, R. (2018). Estudio del trabajo: ingeniería de métodos y medición del trabajo (2ª ed.). McGraw-Hill Interamericana de España S.L.
Gil, A. C. (2019). Métodos e Técnicas de Pesquisa Social (7ª ed.). São Paulo: Grupo GEN. Guzel, D., y Asiabi, A. S.
Improvement setup time by using SMED and 5S (An application in SME) (2020). International Journal of Scientific and Technology Research, 9(1), artículo e3727-3732.
Guzel, D., y Asiabi, A. S. (2022). Increasing productivity of furniture factory with lean manufacturing techniques (Case Study). Tehnički glasnik 16(1), 82-92. htt ps: // doi. org / 10. 31803/tg -20211010121240
Hernández, J. C., Vizán, A. (2013). Lean Manufacturing: Conceptos, técnicas e implantación (1ª ed.). España: Escuela de Organización Industrial.
Lean Manufacturing Tools. (2023). House of Lean. htt ps: // leanmanuf actur ingtools. org/549/ vsm - value- str eam- m apping/
Ramírez, M. (13 de diciembre de 2023). Introduction to workforce optimization. Lean Solutions Group. ht t ps:/ / www. lean g roup.com / blog/int r oduction - to- workf or ce - opt im ization
Lean Tools (2011). VSM: Definición. ht t ps: // www. t pslean.com/ leantools/ leantoolsm enu
Little, D., y McKinna, A. (2005). A lean manufacturing assessment tool for use in SMEs. En P. Ball, US Bititci y JC MacBryde (Eds), Proceedings of the Seventh SMESME International Conference: Stimulating Manufacturing Excellence in Small & Medium Enterprises. University of Strathclyde, Scottish School of Further Education.
Mane, A. M., y Jayadeva, C. T. (2015). 5S implementation in Indian SME: a case study. International journal of process management and benchmarking, 5(4), 483-498. ht t ps: // doi. org / 10. 1504/I JP MB. 2015. 072327
Richardson, R. J. (2017). Pesquisa Social - Métodos e Técnicas (4ª ed.). São Paulo: Editora Grupo GEN.
Subramanian, N. (2023). Human-related lean practices for manufacturing SMEs’ lean transformation: a systematic literature review. Nankai Business Review International. htt ps: // doi. org / 10. 1108/NBRI - 09- 2022- 0087
Wanitwattanakosol, J., & Sopadang, A. (2011). A Framework for Implementing Lean Manufacturing System in Small and Medium Enterprises. Applied Mechanics and Materials, 110–116, 3997–4003. ht t ps: // doi. org / 10.4028/ www. scient if ic. net / am m. 110 - 116. 3997
Yin, R. K. (2015). Estudio de caso (5ª ed.). Porto Alegre: Editora Grupo A.

