INTRODUCCIÓN
En
los últimos años, el sector papelero se ha venido enfrentando a varios
problemas relacionados con la escasez de recursos forestales tradicionales,
principalmente la fibra de celulosa para la producción de papel. Por ello, el
impacto ambiental de esta industria es una de las causas fundamentales de la
problemática a tratar (González-García et al., 2010a). Aunque la
madera sigue siendo la materia prima esencial en la producción de papel, el
consumo y las investigaciones en torno a fibras no madereras han venido
mostrando una tendencia creciente en los últimos años (Plazonić et al.,
2016). Los problemas ambientales generados por el uso a gran escala de madera
han llevado a la industria del papel a enfocarse estratégicamente en el camino
del desarrollo sostenible, aunando esfuerzos para reducir significativamente su
impacto ambiental y la escases ecológica mediante el uso de especies de fibra
de alta calidad y crecimiento más rápido (que los recursos tradicionales) como
materias primas alternativas.
El
Cannabis sativa L., conocido como cáñamo industrial, es un material
orgánico que presenta concentraciones significativas de polisacáridos
(lignina, hemicelulosa y celulosa), los cuales son componentes básicos de sus
fibras naturales. Esta especie además contiene extractos y otros compuestos que
pueden ser el punto de partida para el desarrollo de productos con alto valor
agregado (Kitrytė et al., 2018). Adicionalmente, su cepa contiene un
bajo nivel (hasta 0,3%) del principal componente psicoactivo de este tipo de
plantas, el tetrahidrocannabinol (THC), lo cual hace idóneo su uso para fines
industriales. Prueba de ello es que el mercado global de cáñamo consta de más
de 25.000 productos en nueve submercados: agricultura, textiles, reciclaje,
automotriz, muebles, alimentos y bebidas papel, materiales de construcción y
cuidado personal (Johnson, 2018).
El
cáñamo es un recurso no maderero con factores característicos desde la siembra,
tales como un consumo mínimo de agua, un rápido crecimiento de la planta (en
comparación con las plantaciones de eucalipto, pino y caña de azúcar, las
cuales son actualmente la materia base de la industria papelera) (Becerra-Quiroz
et al., 2016), versatilidad, fácil manipulación y un rendimiento
superior al de otros cultivos no madereros.
En
Colombia se han proyectado inversiones de millones de dólares por parte de
empresas multinacionales, las cuales ven en el país un punto focal para la producción,
comercialización y exportación de productos a base de cannabis no psicoactivo.
Ventajas como sus condiciones climáticas y geográficas y el aumento de acuerdos
comerciales y legislativos, convierten al país en un lugar estratégico para el
crecimiento de la producción de cáñamo.
Expuesto
lo anterior, el objetivo de este trabajo es evaluar el uso del cáñamo como
fuente primaria en la obtención de pulpa para la producción de papel y su
pertinencia como sustituto o complemento de las materias primas convencionales
empleadas en la industria colombiana del papel. Para ello, se caracteriza el
material lignocelulósico con respecto al contenido de celulosa, hemicelulosa,
lignina, humedad, extractivos y ceniza (Moonart & Utara, 2019), obteniendo
papel en laboratorio a partir de la fibra de cáñamo. Lo anterior fue posible
gracias a la aplicación de metodologías convencionales, empleando el método
Kraft para la obtención de pulpa y realizando una evaluación holística del
sistema agrícola del Cannabis sativa L.
MATERIALES Y MÉTODOS
Caracterización del material lignocelulósico
Se
plantea la metodología propuesta por el National Renewable Energy Laboratory (NREL),
que indicará el contenido de componentes aprovechables, tal como celulosa,
hemicelulosa, humedad, extractivos y cenizas.
Antes
de cada procedimiento, el cáñamo fue sometido a un tratamiento de secado a 80
°C durante 48 horas, procediendo luego a la molienda. El contenido de humedad
se determinó mediante el uso de un horno convencional en el que se sometió el
cáñamo a una temperatura de 105 °C durante 24 horas. Las muestras se
conservaron en un desecador durante 1 hora para alcanzar la temperatura
ambiente. Posteriormente, estas fueron pesadas y se procedió a calcular su
contenido de humedad siguiendo el protocolo establecido por la NREL (Partisi,
2008).
Los
extractos acuosos y de etanol se determinaron utilizando una extracción
Soxhlet con agua y etanol, respectivamente, durante 24 horas por triplicado
(Han & Rowell, 2008). Los extractos de etanol contienen clorofila y
pigmentos naturales (Dávila et al., 2017), por lo que el contenido total
es la suma de los extractivos solubles en agua y etanol.
El
contenido de lignina se determinó a partir de una deslignificación con ácido
sulfúrico (H2SO4) al 72 % por 1 hora. La muestra se trata en un
autoclave y se filtra. Posterior a esto, los residuos se lavan con agua caliente
y se secan a 105 °C (Han & Rowell, 2008).
El
contenido de holocelulosa se determinó con el uso de clorito de sodio (NaClO2) al 80 % y ácido acético al 96 %; ambos reactivos se
agregaron a la muestra cada hora durante 7 horas. Seguido, la mezcla se filtra
y se seca a 105 °C.
El
contenido de celulosa se obtuvo agregando hidróxido de sodio (NaOH) al 17,5 %
cada 5 minutos por 1 hora, a 20 °C. Luego se filtra y se seca a 40 °C. La
diferencia entre el contenido de holocelulosa y celulosa es el contenido de
hemicelulosa en la muestra. Finalmente, el contenido de ceniza se obtuvo
después de incinerar la muestra a 575 °C durante 3 horas, tras lo cual esta se
pasa a un desecador por 30 minutos y es pesada. El proceso se realizó por
triplicado (Dávila et al., 2017).
Obtención de pasta de celulosa para la fabricación de papel
La
obtención de pulpa de celulosa para la producción de papel involucra el
desarrollo de pruebas preliminares con material lignocelulósico. El objetivo
de dichas pruebas es conocer las variables que afectan la obtención de la
pulpa, adquirir experiencia para mejorar en el proceso productivo del papel a
base de cáñamo y estandarizar el proceso de obtención de celulosa para fines
productivos.
La
producción de papel se realizará a través del método Kraft, el cual permitirá
obtener papel con una máxima eficiencia del material lignocelulósico en
comparación con otros métodos industriales empleados para la producción de
pasta de celulosa, como el tipo sulfito o el método de soda (Chávez-Sifontes
& Domine, 2010). El método Kraft consiste en:
-
- Acondicionamiento
de la materia prima (determinar el contenido de humedad), donde esta es previamente
tratada para la disminución del tamaño de partícula.
- Preparación
del licor blanco para la digestión, que involucra alimentación de la materia
prima, acondicionamiento del reactor (P = 40 psi; T = 140 °F) y un tiempo de
reacción de 4 horas (van-der-Werf et al., 1994).
- Proceso de cocción.
- Suspensión
del proceso, permitiendo que la presión y la temperatura desciendan antes de
abrir el reactor.
- Separación de la parte sólida y líquida (separación de la pulpa y el licor negro).
- Blanqueamiento de la pulpa, donde esta es lavada y blanqueada tres veces con hipoclorito de sodio al 13 %.
- Homogenización
y laminado de la pulpa, donde se homogeniza y se filtra la pulpa, para
posteriormente laminarla de forma artesanal.
- Obtención del producto final.
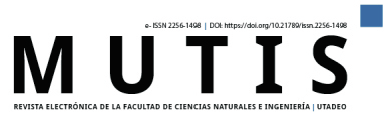
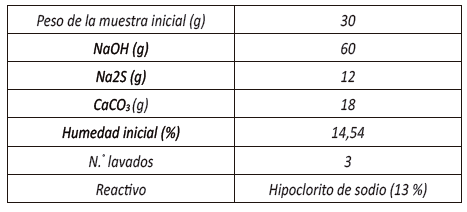
La
primera prueba preliminar realizada (Caso 1) se determinó con un peso del 40 %
para el hidróxido de sodio, 8 % para el sulfuro de sodio y 12 % para el carbonato
de calcio. Determinando las cantidades de los reactivos necesarios para una
masa de 60 g de aserrín de pino a un litro de licor, se realiza el respectivo
proceso de reacción. Inicialmente, se toman los valores del Caso 1, se
determina la humedad, el número de lavados a realizar y el tipo de reactivo
para el proceso de blanqueado (tabla 1).
Tabla 1
Condiciones iniciales de la reacción Caso 1 - Relación 3:1
 Fuente: elaboración propia.
Fuente: elaboración propia.
Estudio holístico del proceso agrícola del cáñamo
Zonificación de las plantaciones forestales comerciales
La
delimitación de las hectáreas y zonas destinadas para los cultivos de plantaciones
forestales con usos comerciales se basó en un estudio realizado por la Unidad
de Planificación Rural Agropecuaria (UPRA), titulado “Lineamientos de política:
Plantaciones forestales con fines comerciales para la obtención de madera y su
cadena productiva”, en el cual se ha optado por clasificar las plantaciones
forestales en tres categorías de acuerdo con el nivel de aptitud de los
terrenos: A1 (aptitud alta), A2 (aptitud media) y A3 (aptitud baja) (UPRA,
2018).
Simulación del sistema agrícola del cáñamo
Con
el fin de analizar los impactos directos del sistema agrícola del cáñamo, así
como optimizar e identificar mejoras en caso de que la cadena de producción en
las zonas destinadas para tal fin se llevara a cabo con este cultivo
(Díaz-Martínez & Zárate-Cruz, 2018), la simulación se desarrollará
empleando el software FlexSim, en donde se contemplan los procesos de los dos
subsistemas relevantes: producción agrícola y tratamiento del material.
Toma de decisiones
Para
desarrollar un criterio que permita tomar la decisión de potencializar el
cultivo de cáñamo como material, en aras de generar una economía verde a gran
escala y reemplazar los cultivos de plantaciones tradicionales, se utilizará
una matriz multicriterio desarrollada en el software Expert Choice (Tavella et
al., 2016) y la metodología de procesos jerárquicos, también conocida como Analytic
Hierarchy Process (AHP).
RESULTADOS Y DISCUSIÓN
Caracterización del material lignocelulósico con respecto al contenido de celulosa, hemicelulosa, lignina, humedad, extractivos y ceniza
El
cáñamo, como materia prima, fue producido en un autocultivo ubicado en Silvania
(Cundinamarca, Colombia). La matriz vegetal fue fresada utilizando un molino
de impacto SK 100 (retsch, Alemania) y tamizada por una serie de tamices Tyler
(ASTM e-11) de malla 20-80 μm. Luego, la muestra se conservó a -4 °C (figura
1).
 Figura 1
Tallos y cáñamo molido
Fuente: elaboración propia.
Figura 1
Tallos y cáñamo molido
Fuente: elaboración propia.
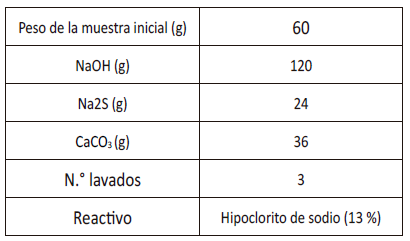
De
acuerdo con la metodología planteada y descrita por la NREL, en la tabla 2 se
detallan los resultados obtenidos en lo referente a la caracterización del
cáñamo.
Tabla 2
Caracterización química del cáñamo
 Fuente: elaboración propia
Fuente: elaboración propia
Lignina
El
contenido de lignina fue de 12,8 %. Comparado con registros de materiales
lignocelulósicos similares, como la madera (15-25 %), el bagazo de caña (14 %)
y la paja de arroz (6,1 %) (Chávez-Sifontes & Domine, 2010), este contenido
es un indicativo de que el cáñamo representa un recurso renovable con
potencial de uso industrial, puesto que la lignina tiene aplicaciones que van
desde la producción de etanol a partir de la biomasa lignocelulósica, la
producción de dispersantes de pesticidas, emulsificantes y secuestradores de
metales pesados y la composición de formulaciones para mejorar las propiedades
de desempeño de resinas o adhesivos, hasta la producción de carbón activado
(Chávez-Sifontes & Domine, 2010).
Celulosa
Los
resultados obtenidos indican que el cáñamo es una excelente fuente de celulosa
(50,3 %) en comparación con otros materiales lignocelulósicos, como el bambú
(34,5 %), el coco (46 %) (Komuraiah et al., 2014), la paja de trigo (30
%), las hojas de maíz (45 %), el residuo de la caña de azúcar (40 %)
(Daza-Merchán et al., 2013) e
incluso la madera (38-50 %) (Chávez-Sifontes & Domine,
2010), los cuales son las materias primas de mayor potencial en la industria.
Es de importancia destacar que no todos los residuos orgánicos son favorables
para la obtención de pulpa para la producción de papel. Así, los residuos con
potencial de producción están por encima del 44 % de celulosa
(González-Velandia et al., 2016).
Hemicelulosa
El
cáñamo registra un contenido de hemicelulosa de 27,8 %, un porcentaje superior
al registrado por algunos materiales lignocelulósicos con potencial en la industria,
como las maderas blandas (23-31 %), las maderas duras (20-40 %), la paja
(23-38 %), la hoja de tusa del maíz (11-31 %), la corona de piña (14-50 %) y el
tallo de maíz (20 %) (Cebreiros et al., 2020). Dicho porcentaje de
hemicelulosa convierte al cáñamo en material adecuado para la producción de
biocombustibles y otros productos derivados del azúcar, tales como bioetanol,
biobutanol, furfural y xilital, entre otros (Cebreiros et al., 2020), o
como materia prima para la producción de azúcares reductores (Dávila et al.,
2017).
Cenizas
Según
algunos estudios, el contenido de cenizas de toda la planta debe ser de hasta 3
%, y este no debe ser superior a 5-7 % para que pueda utilizarse como
fertilizante u otro subproducto (Sausserde & Adamovics, 2013). En este
estudio, el contenido de cenizas del cáñamo (2,3 %) está dentro de los
parámetros. Además, el fertilizante obtenido de su ceniza puede ser muy valioso,
ya que contiene 24 % de óxido de calcio (CaO), 4,85 % de óxido fosfórico (P2O5) y 6,3 % de óxido de potasio (K2O) (Poisa & Adamovics, 2011).
Obtención de papel a partir de aserrín de pino y cáñamo
Obtención de papel a partir de pino
La
reacción llevó un tiempo de 4 horas a una
presión de 40 psi y una temperatura de 140 °F,
más 30
minutos en espera de la condensación de vapores y el enfriamiento del equipo.
Tras obtener el residuo de la reacción, se realiza el primer lavado con agua a
fin de eliminar los residuos de ácido que este obtuvo en el proceso de cocción.
Luego,
se alternan los blanqueados con hipoclorito de sodio a una concentración de 13
% y con agua, nuevamente, hasta completar 3 ciclos de lavados.
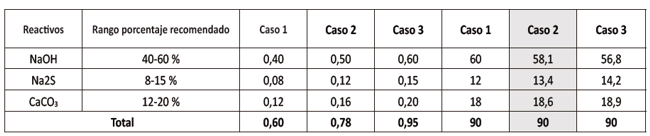
En
lo concerniente a este estudio, los casos (1, 2 y 3) son los pesos de los
reactivos a tener en cuenta para la preparación del licor de cocción, como se
observa en la tabla 3.
Tabla 3
Caracterización química del cáñamo
 Fuente: elaboración propia.
Fuente: elaboración propia.
Primer ensayo. Relación 3:1 con aserrín de pino, Caso 1
El
primer ensayo se realizó con 60 g de pino a una relación másica 3:1,
obteniendo como resultado la composición del licor de cocción así: hidróxido
de sodio (NaOH) de 40 % = 120 g; sulfuro de sodio (Na2S) de 8 % = 24 g; carbonato de calcio (CaCO3) de 12 % = 36 g. En la figura 2 se observa el cambio de
color que se presentó en cada etapa de blanqueado. Para finalizar el proceso,
se prosiguió a laminar de forma artesanal la pasta obtenida en un molde de aluminio,
donde la pasta se conservó por 12 horas en la prensa. La lámina obtenida se
muestra en la figura 3.
 Figura 2
Proceso de blanqueado del primer ensayo preliminar con pino
Fuente: elaboración propia.
Figura 2
Proceso de blanqueado del primer ensayo preliminar con pino
Fuente: elaboración propia.
 Figura 3
Lámina de pasta de celulosa del segundo ensayo preliminar con pino
Fuente: elaboración propia
Figura 3
Lámina de pasta de celulosa del segundo ensayo preliminar con pino
Fuente: elaboración propia
El
producto final registró un peso de 15,56 g. De lo anterior, se puede establecer
que el rendimiento del proceso fue de aproximadamente 25,88 %. Debido al bajo
rendimiento obtenido, se propone que en el siguiente ensayo se aumente la
relación másica entre la materia prima y el licor blanco a 5:1, considerando
que la reacción de cocción no fue eficiente frente a la cantidad de masa
inicial.
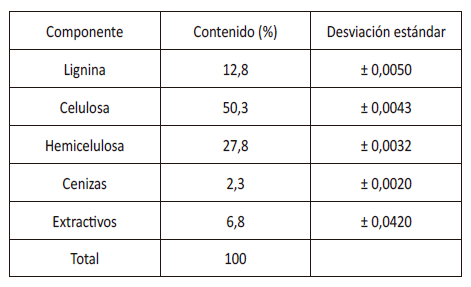
Segundo ensayo. Relación 5:1 con aserrín de pino, Caso 1
La
segunda prueba preliminar con aserrín de pino se desarrolló con una relación
másica de 5:1 del licor de cocción y la materia prima. Se determinó la cantidad
de reactivos necesarios para una masa de 60 g de aserrín de pino a un litro de
licor. Además, se realizó el respectivo proceso de reacción descrito en la metodología
del objetivo. Teniendo en cuenta lo anterior, los parámetros iniciales del
proceso para el segundo ensayo se describen en la tabla 4. Por su parte, en la
figura 4 se observa el cambio de color que se presentó en cada blanqueado.
Tabla 4
Condiciones iniciales de la reacción Caso 1 - Relación 5:1
 Fuente: elaboración propia.
Fuente: elaboración propia.
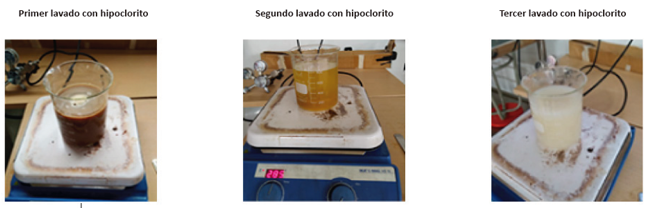 Figura 4
Proceso de blanqueado del segundo ensayo preliminar con pino
Fuente: elaboración propia.
Figura 4
Proceso de blanqueado del segundo ensayo preliminar con pino
Fuente: elaboración propia.
De
este ensayo no se obtuvo un resultado final. Se presenció cuando se realizaban
los lavados que la cantidad de material disminuía, por lo cual, al llegar al
tercer lavado con hipoclorito, no se obtuvo material suficiente para obtener la
lámina. Dado lo anterior, nos limitamos a realizar hacer ensayos con la
relación másica 5:1.
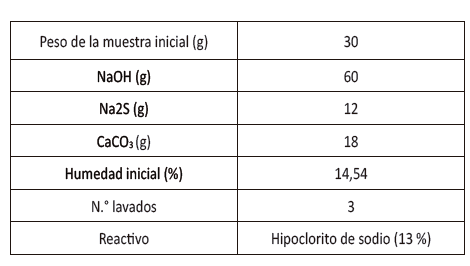
Tercer ensayo. Relación 3:1 con aserrín de pino, Caso 2
Para
las pruebas preliminares del tercer ensayo se disminuyó la cantidad de material
inicial a 30 g de aserrín de pino para un volumen de un litro, con una relación
3:1. Para este ensayo se emplearon los valores intermedios de los porcentajes
de los reactivos, obteniendo las cantidades que se observan en la tabla 5. El
proceso obtenido se observa en la figura 5.
Tabla 5
Condiciones iniciales del tercer ensayo, Caso 2 - Relación 3:1
 Fuente: elaboración propia.
Fuente: elaboración propia.
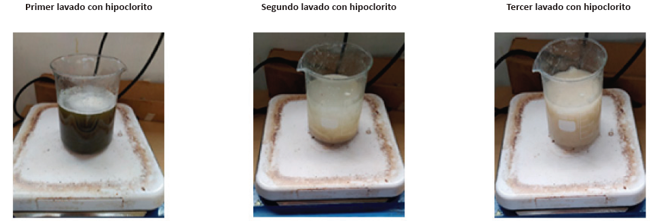 Figura 5
Proceso de blanqueado del tercer ensayo preliminar con pino
Fuente: elaboración propia.
Figura 5
Proceso de blanqueado del tercer ensayo preliminar con pino
Fuente: elaboración propia.
Se
obtuvo una lámina (figura 6) tras aplicar los procedimientos establecidos. El
producto final obtuvo un peso de 11 g. De lo anterior, se puede establecer que
el rendimiento del proceso fue de aproximadamente 36,67 %.
 Figura 6
Lámina de pasta de celulosa tras el tercer ensayo preliminar con pino
Fuente: elaboración propia.
Figura 6
Lámina de pasta de celulosa tras el tercer ensayo preliminar con pino
Fuente: elaboración propia.
Obtención de papel a partir de la fibra de cáñamo
De
acuerdo con los ensayos preliminares realizados con pino, se tomaron consideraciones
para el desarrollo de las pruebas con cáñamo, entre las cuales están:
-
- Debido a que durante el desarrollo de las pruebas
preliminares se observó un desperdicio de material
en el momento del moldeado a causa de la cantidad de material inicial a
trabajar, y de acuerdo con el último ensayo trabajado con 30 g de materia seca,
el cual obtuvo mayor rendimiento, se consideró trabajar las pruebas finales
con 30 g de cáñamo.
- Las pruebas se desarrollaron con una relación másica 3:1
debido a que se obtuvo mejor rendimiento con esta proporción.
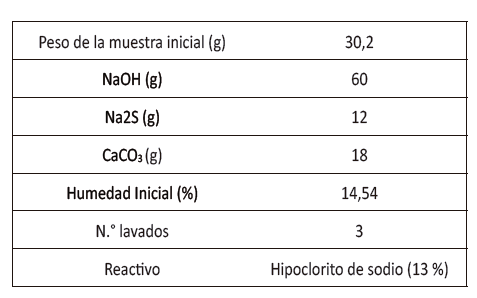
Primer ensayo. Relación 3:1 con fibra de cáñamo, Caso 1
La
primera prueba final se desarrolló con los parámetros anteriormente expuestos,
obteniendo las condiciones del proceso que se detallan en la tabla 6.
Tabla 6
Condiciones iniciales de la primera prueba final con cáñamo, Caso1 - Relación 3:1
 Fuente: elaboración propia.
Fuente: elaboración propia.
El
proceso se llevó a cabo con las mismas condiciones de tiempo (4 h),
temperatura (140 °F) y presión (40 psi). Después de la
reacción, se realizaron cuatro lavados con agua y tres blanqueados con
hipoclorito de sodio al 13 % para obtener los resultados observados en la
figura 8. Para finalizar el proceso, se prosiguió a laminar de forma
artesanal la pasta obtenida. Continuando con el proceso, se obtuvo una lámina
como la que se muestra en la figura 9.
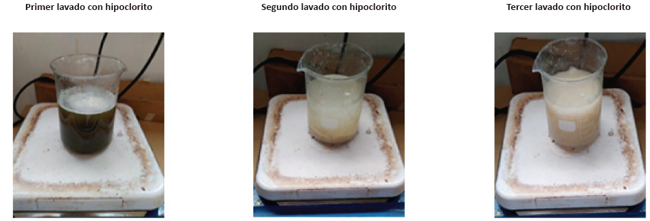 Figura 8
Proceso de blanqueado del primer ensayo con cañamo
Fuente: elaboración propia.
Figura 8
Proceso de blanqueado del primer ensayo con cañamo
Fuente: elaboración propia.
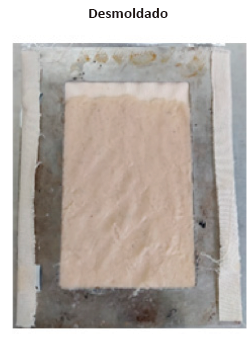 Figura 9
Lámina de pasta primer ensayo con cañamo
Figura 9
Lámina de pasta primer ensayo con cañamo
Nota: se presentó un inconveniente en el reactor después de
2:30 h de empezar la reacción, debido a fallas en el controlador de presión
(fallo). Luego de la reacción de la primera prueba se consideran variables a
ajustar, como el número de lavados con hipoclorito de sodio, ya que no se
observó ninguna diferencia visual tras realizar dos o tres lavados.
Fuente: elaboración propia
Segundo ensayo. Relación 3:1 con fibra de cáñamo, Caso 1
Las
condiciones del proceso se dan como se detalla en la tabla 7. La segunda
prueba final se desarrolló con los mismos parámetros de tiempo (4 h),
temperatura (140 °F) y presión (40 psi) que en los procesos anteriormente
expuestos. Después de la reacción, se realizaron tres lavados con agua y dos
blanqueados con hipoclorito de sodio al 13 % para obtener los resultados
observados en la figura 10. Continuando con el proceso, se obtuvo una lámina
como la que se observa en la figura 11.
Tabla 7
Condiciones iniciales de la segunda prueba con cáñamo, Caso 1- Relación 3:1
 Fuente: elaboración propia.
Fuente: elaboración propia.
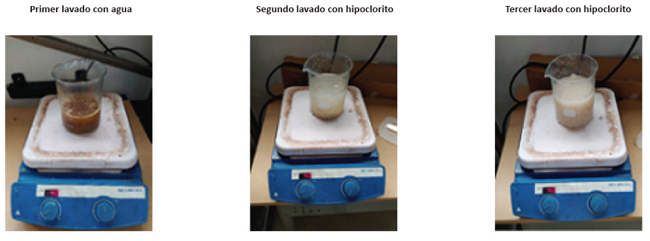 Figura 10
Proceso de blanqueado del segundo ensayo con cáñamo
Fuente: elaboración propia.
Figura 10
Proceso de blanqueado del segundo ensayo con cáñamo
Fuente: elaboración propia.
 Figura 11
Lámina de pasta del segundo ensayo con cáñamo
Fuente: elaboración propia.
Figura 11
Lámina de pasta del segundo ensayo con cáñamo
Fuente: elaboración propia.
El
producto final registró un peso de 14,59 g. A partir de lo anterior, se puede
establecer que el rendimiento del proceso fue de aproximadamente 48,6 %.
Tercer ensayo. Relación 3:1 con fibra de cáñamo, Caso 1
La
tercera prueba final se desarrolló con los parámetros de tiempo, temperatura y
presión señalados en los procesos anteriormente expuestos. Las cantidades de
los reactivos y las condiciones a trabajar se observan en la tabla 8.
Finalizando el proceso, se obtuvo una lámina como la observada en la figura 12.
Tabla 8
Condiciones iniciales de la tercera prueba con cáñamo, Caso 1 -Relación 3:1
 Fuente: elaboración propia.
Fuente: elaboración propia.
 Figura 12
Lámina de pasta del segundo ensayo con cáñamo
Fuente: elaboración propia.
Figura 12
Lámina de pasta del segundo ensayo con cáñamo
Fuente: elaboración propia.
El producto final reportó un peso de 12,9 g. De lo anterior,
se puede establecer que el rendimiento del proceso fue de aproximadamente 43 %.
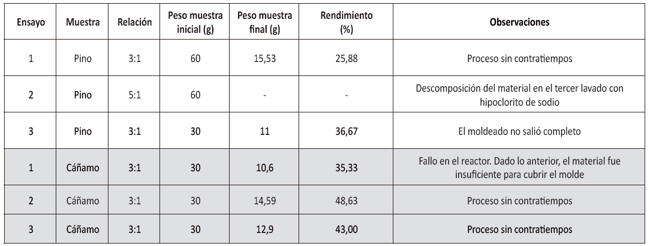
Resumen y análisis de los resultados
De acuerdo con los procesos realizados en los tres ensayos
preliminares con pino y las tres pruebas finales con cáñamo, en la tabla 9 se
detalla el resumen de los resultados obtenidos, así como las observaciones que
se presentaron durante cada proceso.
Tabla 9
Resumen de resultados obtenidos en todos los ensayos realizados con pino y cáñamo
 Fuente: elaboración propia.
Fuente: elaboración propia.
El
cáñamo reporta mayor rendimiento en los procesos de obtención de pulpa de
celulosa que el pino bajo las mismas condiciones de tratamiento y con menor
cantidad de materia prima inicial. Así, el cáñamo se vuelve atractivo para la
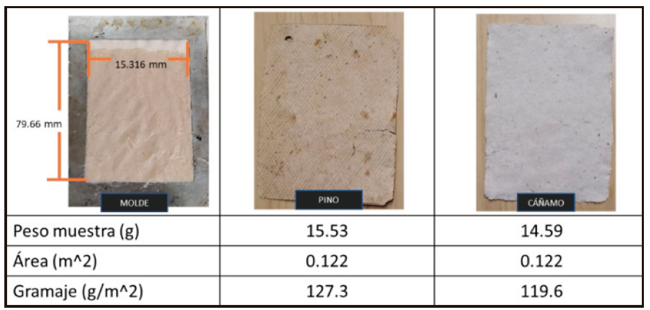
industria papelera, si se considera la parte visual del mismo. En la figura 13
se compara una lámina de pino con una de cáñamo, visualizando un color más
blanco y uniforme en la muestra de cáñamo.
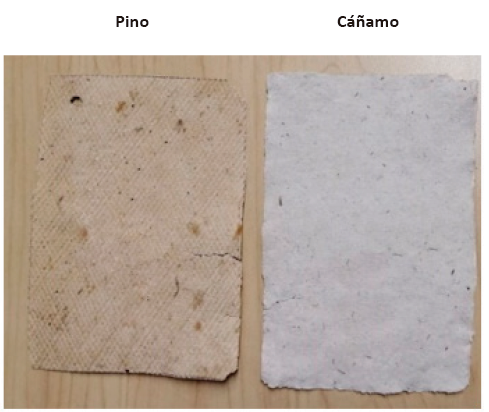 Figura 13
Lámina de pino vs. lámina de cáñamo
Fuente: elaboración propia.
Figura 13
Lámina de pino vs. lámina de cáñamo
Fuente: elaboración propia.
De
acuerdo con los procesos seguidos para la obtención de pulpa de celulosa a
base de pino, este material requirió tres blanqueados con hipoclorito de sodio
y cuatro lavados con agua para lograr el color y la viscosidad requeridos. Por
su parte, en la segunda prueba con cáñamo se comprobó que el tercer blanqueado
con hipoclorito de sodio no era necesario para este material; el color y la viscosidad
de la lámina era iguales tras realizar tres blanqueados y cuatro lavados con
agua.Lo anterior refleja un ahorro en los procesos de blanqueado de la pulpa,
en los reactivos empleados y, por consiguiente, en los costos.
Pruebas gravimétricas
El
gramaje del papel es una característica física ampliamente considerada para
contrastar la calidad de los diferentes tipos de papel. El gramaje es el peso
del papel por unidad de superficie (g/m2), la
cual está determinada por la norma ISO 536: Pesos de papel y gramaje (ISO, 2013).
En general, cuanto mayor sea el gramaje del papel, más resistente y gruesa será
la hoja. Para la caracterización realizada en esta investigación se contemplaron
los parámetros indicados en la tabla 10.
Tabla 10
Resumen de resultados obtenidos en los ensayos realizados con pino y cáñamo
Fuente: elaboración propia.
De
acuerdo con lo anterior, el papel de cáñamo se clasifica como un “papel con
más cuerpo y grosor que el de 80 g., mate o brillante”, atributos recomendables
para impresiones de alta calidad. Por otra parte, el papel de pino se clasifica
como un “papel grueso o cartulina ligera”, recomendable para impresiones de
certificados, pósteres y cartulinas, entre otros (ISO, 2013).
Realización de una evaluación holística del sistema agrícola del cáñamo
Zonificación de áreas de cultivos forestales para fines comerciales
La
identificación de zonas de cultivos forestales para fines comerciales se
determinó por medio del estudio realizado por el Ministerio de Agricultura
junto con entidades como la UPRA. Con el permiso académico generado por esta
última, en la tabla 11 se contempla el número de hectáreas por región natural
destinado a fines comerciales, de acuerdo con las condiciones geográficas
(aptitud alta, media y baja) y las capacidades de producción de las
plantaciones forestales con fines comerciales, en donde el termino de aptitud
“hace referencia al grado de adecuación de una determinada unidad de tierra
para un tipo específico de uso, calidad del aire rotación de cultivos, pastos
limpios, entre otras características”.
Tabla 11
Número de hectáreas (ha) con fines comerciales según regiones sectoriales y condiciones geográficas
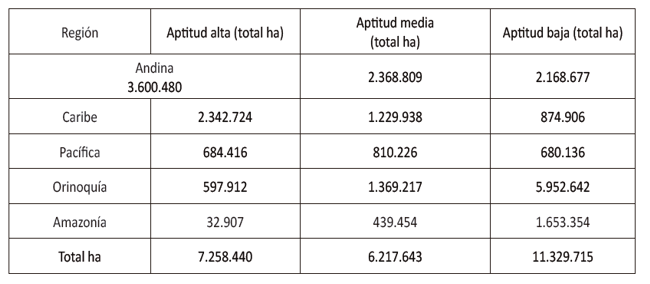 Fuente: UPRA (2019).
Fuente: UPRA (2019).
Aunque
las condiciones climáticas para la siembra de ambos cultivos (pino y cáñamo)
pueden llegar a ser las mismas, estos cuentan con rendimientos en su producción
y condiciones agronómicas diferentes. Al realizar las comparaciones que se
observan en la tabla 12, el cáñamo se presenta como un material con potencial
para la producción y comercialización a escala.
Tabla 12
Relaciones comparativas de los cultivos de pino y cáñamo
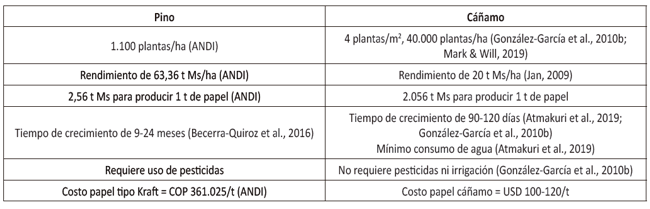 Fuente: elaboración propia.
Fuente: elaboración propia.
Simulación sistema agrícola del cáñamo
Los
parámetros a tener en cuenta inicialmente varían en función de los tiempos de
procesamiento, siembra y cosecha, así como de la capacidad máxima de procesamiento
a una hectárea de cultivo. Del subsistema 1, “Producción agrícola”, los
parámetros iniciales considerados fueron: tiempo de germinación de semillas
(3-4 semanas), tiempo de fertilización (2 semanas), tiempo de siembra (90-120
días) (Atmakuri et al., 2019) y tiempo de cosecha (2-4 días). Del
subsistema 2, “Tratamiento de la fibra”, los parámetros a contemplar son la
eliminación de flores (o retted) y el secado (3 semanas), el embalado y
el almacenamiento (formación de pacas de 325 kg) (González-García et al.,
2010b). La figura 14 presenta el modelo del sistema en el software FlexSim.
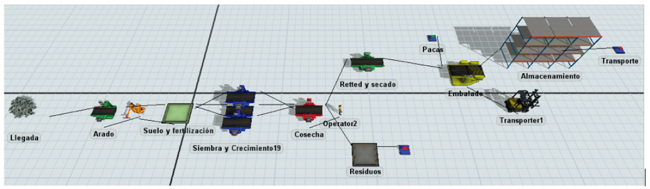 Figura 14
Modelo del sistema agrícola del cáñamo
Fuente: elaboración propia en el software FlexSim.
Figura 14
Modelo del sistema agrícola del cáñamo
Fuente: elaboración propia en el software FlexSim.
Al
implementar el uso de operarios, ampliar la capacidad de las maquinarias de
arado (permitiendo con ello disminuir el tiempo de trabajo), y el uso de maquinaria
para la siembra y la fertilización como principales mejoras, se obtienen los
análisis descritos en los siguientes apartados.
Resumen y análisis de los resultados
Solo
se genera el 10 % de los residuos del total del material destinado para el
procesamiento de la fibra. En el almacenamiento, el 90 % de la producción está
lista para la distribución, como se observa en los resultados obtenidos por el
simulador (figura 15).
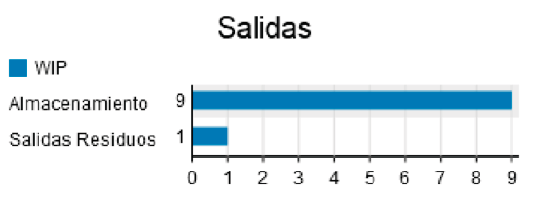 Figura 15
Porcentaje de eficiencia del sistema agrícola
Fuente: elaboración propia en el software FlexSim.
Figura 15
Porcentaje de eficiencia del sistema agrícola
Fuente: elaboración propia en el software FlexSim.
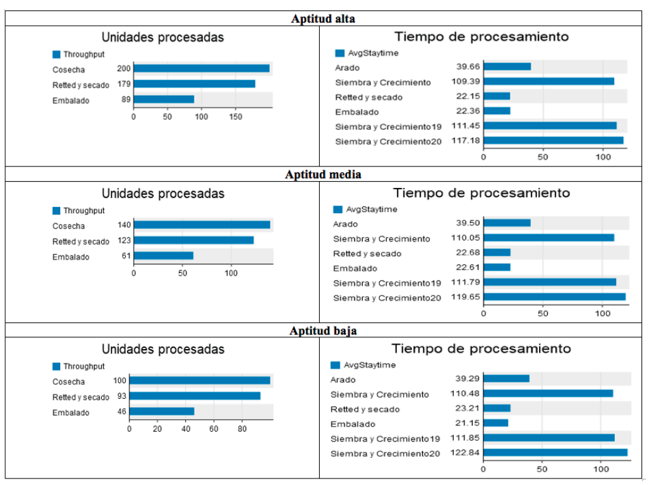
Con
el fin de procesar las toneladas requeridas de material por sectores
—definidos a lo largo del trabajo como aptitudes alta, media y baja—, y
contemplando que cada unidad procesada corresponde a una carga de 100 kg (para
efectos de la simulación), para cumplir con los rendimientos de materia seca
para el procesamiento de papel se requieren 200 unidades en la zona de aptitud
alta, 140 en la zona de aptitud media y 100 en la de aptitud baja. En la tabla
13 se visualizan los resultados concernientes a las unidades producidas y los
tiempos promedio de cada proceso.
Tabla 13
Capacidades y tiempos promedio en los procesos agrícolas de las plantaciones de cáñamo
 Fuente: elaboración propia en el software FlexSim.
Fuente: elaboración propia en el software FlexSim.
Dado
que los sistemas cumplen con el propósito inicial de cosechar todas las
unidades (plantas por tonelada sembrada), las unidades que durante el proceso
de secado son mayores se presentan en el sistema de aptitud baja, considerando
que este procesó una mayor cantidad de material. Este sistema presentó una
eficiencia de 93 % en los procesos de cosecha y secado, en comparación con
87,9 % del sistema de aptitud media y 89,5 % del sistema de aptitud alta. Los
tiempos promedios de todos los procesos permanecen estables en los tres
sistemas, lo cual garantiza la eficiencia del sistema propuesto.
El
hecho de incluir maquinaria para el desarrollo de los procesos en el sistema
simulado permite determinar que los tiempos de ocio (tabla 14) no son relevantes.
Sin embargo, el tiempo perdido en el trasporte o los movimientos realizados
hasta la preparación de los procesos sí resultan ser altos.
Tabla 14
Porcentajes de los tiempos de operación de las maquinarias empleadas en el sistema agrícola de cáñamo
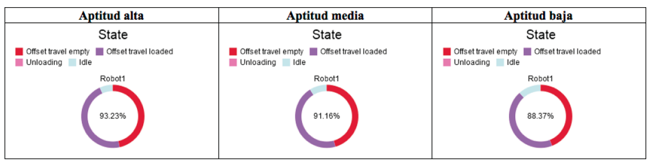 Fuente: elaboración propia en el software FlexSim.
Fuente: elaboración propia en el software FlexSim.
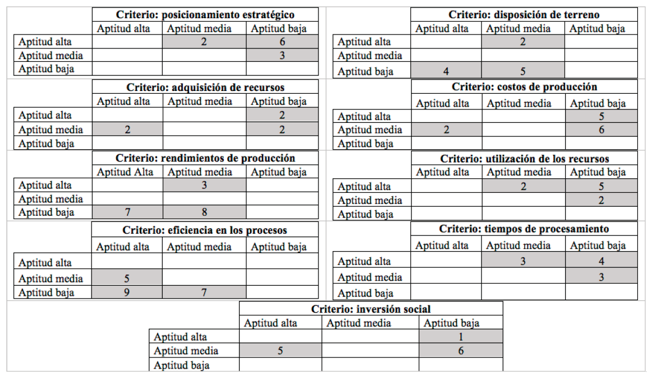
Matriz multicriterio
Para
poder tomar una decisión con propiedad acerca de cuál es el sector regional
que daría los mejores beneficios —no solo de tipo económico, sino también en
términos de eficiencia de procesos, utilización y adquisición de recursos,
posicionamiento estratégico y rendimientos, así como un futuro de inversión social—,
se realizó la estimación de los criterios relevantes en la toma de decisiones
empleando la metodología AHP. Así, se categorizó cada criterio de acuerdo con
los grados de importancia de las opciones disponibles, como se observa en la
tabla 15.
Tabla 15
Ponderación criterio-alternativa según el modelo AHP
 Fuente: elaboración propia
Fuente: elaboración propia
Resumen y análisis de los resultados
Para
el desarrollo de la matriz se planteó como objetivo la “selección de la zona
de inversión inicial”, teniendo como criterios base los anteriormente
expuestos y como alternativas las zonas de aptitud, alta, media y baja. Las
ponderaciones entre los criterios se observan en la figura 16.
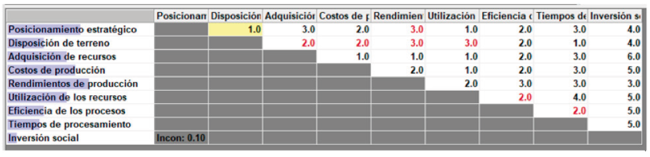 Figura 16
Ponderación
criterio-criterio según el modelo AHP.
Fuente: elaboración propia en el
software Expert Choice.
Figura 16
Ponderación
criterio-criterio según el modelo AHP.
Fuente: elaboración propia en el
software Expert Choice.
El
modelo se considera aceptable y con veracidad, ya que el índice de
inconsistencia fue igual a 0,10. Por consiguiente, se determina que el
posicionamiento estratégico y el rendimiento en la producción (15,5 y 18.5 %,
respectivamente) deben ser los criterios de selección de mayor importancia,
como se muestra en la figura 17.
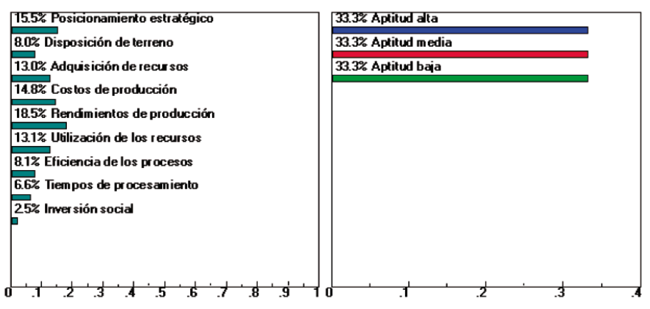 Figura 17
Análisis de sensibilidad
dinámico
Fuente: elaboración propia en el
software Expert Choice.
Figura 17
Análisis de sensibilidad
dinámico
Fuente: elaboración propia en el
software Expert Choice.
Con
base en los criterios de interés, se determina que la zona con aptitud alta es
la mejor opción para el inicio del proyecto de inversión de cultivos
forestales con fines comerciales, como se aprecia en la figura 18.
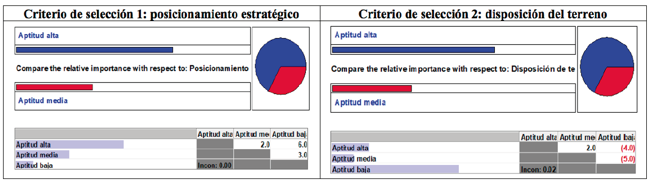 Figura 18
Comparación de los
criterios de selección.
Fuente: elaboración propia en el
software Expert Choice.
Figura 18
Comparación de los
criterios de selección.
Fuente: elaboración propia en el
software Expert Choice.
CONCLUSIONES
El
cultivo de cáñamo se ha convertido en un modelo de desarrollo que abarca la sociedad,
el ambiente y la economía, los principales ejes del desarrollo industrial. Se
prevé que con el potencial de los cultivos de cáñamo se logrará apoyar a
diversos sectores económicos, empezando desde los agricultores, emprendedores
y empresarios, hasta llegar al consumidor final; en este caso, las partes
integradas del sistema productivo del papel. Además, se ha demostrado que el cáñamo puede llegar a
convertirse en un material potencial para todo tipo de industria (biorrefinería,
alimentaria, textil, automotriz, entre muchas otras).
Se
estima que en el futuro el cáñamo sustituirá parcial o totalmente las
plantaciones forestales tradicionales (pino y eucalipto) destinadas para el
comercio. En primera instancia, las propiedades fisicoquímicas del cáñamo
representan un gran potencial productivo; sin mencionar que este se puede
convertir en una solución a los problemas de deforestación nacional ocasionados
por el incremento de la tala ilegal, empleada para el desarrollo de todo tipo
de industrias.
Gracias
a los proyectos ambientales y de reactivación económica que el Estado
Colombiano ha venido fomentando, fue posible analizar el potencial del cáñamo
como cultivo de producción en masa, demostrando que este cultivo cuenta con
grandes perspectivas comerciales a escala nacional e internacional, debido al
interés mundial por esta planta.
Gracias
a la geografía de Colombia y a las condiciones climáticas, la calidad y
economía de los procesos y la mano de obra del país —lo que a lo largo del
trabajo se denominó zonas con aptitud alta—, la región Andina y gran parte de
la región Caribe cuentan con más de 7 millones de hectáreas óptimas para la
producción, comercialización y desarrollo de nuevos productos, lo que
permitiría a esta industria innovar a futuro mediante el uso de biotecnologías
verdes enfocadas en el desarrollo sostenible.
El
estudio de zonificación de áreas forestales para fines comerciales realizado
por la UPRA permitió establecer un punto de partida para la producción del
cultivo de cáñamo como sustituto de materiales tradicionales de la industria
papelera, lo cual representa un avance para futuros estudios financieros, productivos
e industriales orientados hacia la innovación de la economía verde del país.
El
proceso de obtención de papel de manera tradicional permite formular mejoras
en los procesos de secado y laminado en aras de optimar las condiciones
visuales del producto final. Así mismo, se recomienda perfeccionar el proceso
de lavado, puesto que es posible disminuir el uso de químicos para mejorar la
coloración del material, como se demostró en esta investigación, tras
comprobar que al disminuir un lavado se obtiene material en su mayoría blanco,
lo cual resulta favorable para la industria y el consumidor.
Referencias
Atmakuri,
A., Palevicius, A., Griskevicius, P., & Janušas, G. (2019). Investigation
of mechanical properties of hemp and flax fibers hybrid composites for
biomedical applications. Mechanika, 25(2), 149-155.
https://doi.org/10.5755/j01. mech.25.2.22712
Becerra-Quiroz, A. P.,
Buitrago-Coca, A. L., & Pinto-Baquero, P. (2016). Sostenibilidad del
aprovechamiento del bagazo de caña de azúcar en el Valle del Cauca, Colombia. Ingeniería
Solidaria, 12(20), 133-149. https://doi.org/10.16925/ in.v12i20.1548
Cebreiros, F., Clavijo, L., Boix, E., Ferrari, M. D., &
Lareo, C. (2020). Integrated valorization of eucalyptus sawdust within a
biorefinery approach by autohydrolysis and organosolv pretreatments. Renewable Energy,
149, 115-127. https://doi. org/10.1016/j.renene.2019.12.024
Chávez-Sifontes,
M., & Domine, M. E. (2010). Lignina, estructura y aplicaciones: Métodos de
despolimerización para la obtención de derivados aromáticos de interés
industrial. Avances en Ciencias e Ingeniería, 4 (4),15-46.
https://dialnet. unirioja.es/servlet/articulo?codigo=4710101
Dávila,
J. A., Rosenberg, M., & Cardona, C. A. (2017). A biorefinery for efficient
processing and utilization of spent pulp of Colombian Andes Berry (Rubus
glaucus Benth.): Experimental, techno-economic and environmental
assessment. Bioresource Technology, 223, 227-236. https://
doi.org/10.1016/j.biortech.2016.10.050
Daza-Merchán,
Z. T., Escudero-Agudelo, J., Gil-Zapata, N. J., & Mora-Muñoz, O. Y. (2013).
Evaluación de las enzimas celulolíticas producidas por hongosnativos
mediante fermentación en estado sólido (SSF) utilizando residuos de cosecha de
caña de azúcar. Revista Colombiana de Biotecnología, 15(1),
108-117. https://revistas.unal.edu.co/
index.php/biotecnologia/article/view/30844
Díaz-Martínez,
M. A., & Zárate-Cruz, R. (2018). Simulación Flexsim, una nueva alternativa
para la ingeniería hacia la toma de decisiones en la operación de un sistema de
múltiples estaciones de prueba. Revista Cientifica del Instituto Politécnico
Nacional de México, 22(2), 1-17.
González-García,
S., Hospido, A., Feijoo, G., & Moreira, M. T. (2010a). Life cycle
assessment of raw materials for non-wood pulp mills: Hemp and flax. Resources,
Conservation and Recycling, 54(11), 923-930.
https://doi.org/10.1016/j.resconrec.2010.01.011
González-García,
S., Moreira, M. T., Artal, G., Maldonado, L., & Feijoo, G. (2010b).
Environmental impact assessment of non-wood based pulp production by
soda-anthraquinone pulping process. Journal of Cleaner Production, 18(2),
137-145. https://doi. org/10.1016/j.jclepro.2009.10.008
González-Velandia,
K. D., Daza-Rey, D., Caballero- Amado, P. A., & Martínez-González, C.
(2016). Evaluación de las propiedades físicas y químicas de residuos sólidos
orgánicos a emplearse en la elaboración de papel. Luna Azul, 43(43),
499-517. https://doi.org/10.17151/luaz.2016.43.21
Han,
J. S., & Rowell, J. S. (2008). Chemical composition of fibers. Paper and
Composites from Agro-Based Resources, 283, 83-134.
Jan,
E. G. (2009). Environmental benefits of natural fibre production and use. Proceedings
of the Symposium on Natural Fibres, 3-17. ftp://ftp.fao.
org/docrep/fao/011/i0709e/i0709e03.pdf
Johnson,
R. (2018). Hemp as an agricultural commodity. Congressional Research
Service. https://fas.org/sgp/crs/misc/RL32725.pdf
Kitrytė,
V., Bagdonaitė, D., & Rimantas-Venskutonis, P. (2018). Biorefining of
industrial hemp (Cannabis sativa L.) threshing residues into cannabinoid
and antioxidant fractions by supercritical carbon dioxide, pressurized liquid
and enzyme-assisted extractions. Food Chemistry, 267(March),
420-429. https://doi.org/10.1016/j.foodchem.2017.09.080
Komuraiah,
A., Kumar, N. S., & Prasad, B. D. (2014). Chemical composition of
natural fibers and its influence on their mechanical properties. Mechanics
of Composite Materials, 50(3), 359- 376. https://doi.org/10.1007/s11029-014-9422-2
Mark,
T. B., & Will, S. (2019). Economic issues and perspectives for industrial
hemp. En D. W. Williams (ed.), Industrial hemp as a modern commodity crop (pp.
107-118). American Society of Agronomy, Crop Science Society of America, Soil
Science Society of America https://doi.org/10.2134/industrialhemp. c7
Moonart,
U., & Utara, S. (2019). Effect of surface treatments and filler loading on
the properties of hemp fiber/natural rubber composites. Cellulose, 26(12),
7271-7295. https://doi.org/10.1007/ s10570-019-02611-w
Organización Internacional
de Normalización [ISO]. (2013). Papel y cartón. Determinación del gramaje (ISO
536:2012). ISO
Plazonić, I., Barbarić-Mikočević, Ž., Bates, I., & Malnar,
L. (2016). Chemical stability of prints made on hemp fibre based papers. Acta Graphica: Journal for Printing Science and Graphic
Communications, 27(3), 25-30.
Poisa,
L., & Adamovics, A. (2011). Evaluate of hemp (Cannabis sativa L.)
quality parameters for bioenergy production. Engineering for Rural
Development, 26, 358–362.
Sausserde,
R., & Adamovics, A. (2013). Industrial hemp for biomass production. Journal
of Agricultural Engineering, 44(2s), 10-13. https://
doi.org/10.4081/jae.2013.s2.e123
Tavella,
M. A., Miropolsky, A., & Maner, R. (2016). Aplicación del software Expert
Choice como herramienta de soporte de decisión para la localización sustentable
de parques industriales. Tecnología y Ciencia, 28, 5-16.
Unidad
de Planificación Rural Agropecuaria [UPRA]. (2018). Plantaciones forestales
con fines comerciales para la obtención de madera y su cadena productiva.
UPRA. https://bit.ly/36zrrd4
Unidad
de Planificación Rural Agropecuaria [UPRA]. (2019). Zonificación para
plantaciones forestales con fines comerciales. Escala 1:100.000. UPRA.
https:// repository.agrosavia.co/handle/20.500.12324/34413
van-der-Werf, H. M. G.,
Harsveld-van-der-Veen, J. E., Bouma, A. T. M., & Ten-Cate, M. (1994).
Quality of hemp (Cannabis sativa L.) stems as a raw material for paper. Industrial
Crops and Products, 2(3), 219-227.
https://doi.org/10.1016/0926-6690(94)90039-6