2018
22
05042017
04072018
 Lorenzo Cevallos-Torres lorenzo.cevallost@gmail.com
Lorenzo Cevallos-Torres lorenzo.cevallost@gmail.com
Universidad de Cádiz, España
Wilmer Naranjo-Rosales wnaranjo@itsvr.edu.ec
Instituto Vicente Rocafuerte, Ecuador
Resumen: El objetivo de este trabajo es realizar una simulación, del comportamiento del inventario de una distribuidora minorista de arroz, en la ciudad de Guayaquil, en el periodo de un mes. El negocio que es objeto de nuestro estudio, no cuenta con un sistema de inventario que le permita obtener datos precisos sobre la cantidad optima de producto que debe pedir a su distribuidor y los tiempos exactos de cuando hacerlo, de tal manera que siempre tenga stock para satisfacer su demanda diaria y que los costos por mantenimiento y pedido mensuales sean los más bajos posibles. Para la realización de esta simulación se recolecto información acerca del manejo del inventario del negocio y los costos que este conlleva. Estos datos fueron recogidos mediante una entrevista hecha al dueño del negocio y posteriormente se procedió a la tabulación y análisis de los datos para determinar el tipo de modelo de inventario a seguir, así como la distribución de probabilidad a usar. Luego del análisis, se llegó a la conclusión de que el inventario del negocio era de tipo probabilístico y se utilizó un modelo EOQ sin faltantes y para la simulación de la demanda diaria, se utilizó el teorema del límite central de la distribución de probabilidad normal. A partir de los resultados arrojados por la simulación se obtuvo un decremento del 17% de los costos asociados al inventario y que este se reabastecerá un máximo de dos veces al mes, manteniendo la mayor parte del tiempo stock suficiente para cubrir su demanda.
Palabras clave: Distribución de probabilidad,Inventario,Método EOQ,Simulación Montecarlo.
Abstract: The objective of this work is to carry out a simulation of the behavior of the inventory of a rice retail distributor in the city of Guayaquil, over a period of one month. The business that is the subject of our study, does not have an inventory system that allows you to obtain accurate data on the optimal amount of product that you should ask your distributor and the exact times of when to do it, so that you always have stock for meet your daily demand and that the monthly maintenance and order costs are as low as possible. For the realization of this simulation, information was collected about the management of the business inventory and the costs that this entails. These data were collected through an interview with the business owner and then the data was tabulated and analyzed to determine the type of inventory model to follow, as well as the distribution of probability to use. After the analysis, it was concluded that the business inventory was of probabilistic type and an EOQ model was used without missing and for the simulation of the daily demand, the central limit theorem of the normal probability distribution was used. From the results obtained by the simulation, a decrease of 17% of the costs associated with the inventory was obtained and that this will be replenished a maximum of twice a month, keeping most of the time enough stock to cover your demand.
Keywords: Probability distribution, Inventory, EOQ method, Monte Carlo simulation.
Modelo probabilístico de revisión periódica para el control de Inventarios
Probabilistic model of periodic review for inventory control
Lorenzo Cevallos-Torres lorenzo.cevallost@gmail.com
Wilmer Naranjo-Rosales wnaranjo@itsvr.edu.ec
Recepción: 05 Abril 2017
Aprobación: 04 Julio 2018

Los inventarios constituyen un aspecto de gran importancia para la organización y son un punto de partida, para la toma de decisiones estratégicas de la empresa o negocio. Para la correcta gestión de estos inventarios, se necesita de métodos que brinden información sobre cuando este necesita ser reabastecido en base a una demanda que debe de ser cubierta mes a mes. Y dado que esta demanda es incierta, es de suma importancia la aplicación de métodos probabilísticos, ya que son los que pueden arrojar resultados más parecidos a la realidad con un margen de error muy bajo. Estos resultados, son obtenidos mediante una simulación, ya sea por métodos empíricos o apegándose a una distribución de probabilidad especifica. Hemeryth Charpentier, F., & Sánchez Gutiérrez, J. M. (2013),Gutiérrez, V., & Vidal, C. J. (2014)
El negocio que se analiza en este trabajo no presenta este tipo de métodos para el control de su inventario, todos los procesos que conllevan al reabastecimiento de este lo realizan por mera incertidumbre dando como resultado que a veces se quede sin stock en su inventario u otras veces que cuente con mucho producto para una demanda baja dando como resultado costos excesivos por el mantenimiento de este. Osorio, C. A. (2013).
Este trabajo presenta la simulación del inventario de una distribuidora de arroz durante un mes, donde se obtiene una cantidad optima de pedido y un punto de reorden adecuados para que siempre el negocio pueda cubrir su demanda y sus costos sean lo más bajo posible. Para la realización de esta simulación se utiliza una macro realizada en Microsoft Excel. En la sección 2 se exponen las técnicas a utilizar para la simulación posteriori. En la sección 3, se muestra el objeto de estudio y toda la información recabada mediante técnicas de recolección de datos. En la sección 4, se presentan los resultados de la simulación previamente dicha y al finalizar en la sección 5 se detallan ciertas recomendaciones para los trabajos futuros. A continuación, se detalla como otros autores han podido solucionar este mismo problema. Reyes, G. S. R., & Duque, D. F. M. (2014),Hemeryth Charpentier, F., & Sánchez Gutiérrez, J. M. (2013).
En el trabajo realizado por Izar & Ynzunza, se explica la utilización de un modelo hibrido para determinar la cantidad optima de pedido y el punto de reorden de un inventario con tiempo de entrega aleatorio. Este método hibrido es una combinación de la cantidad económica de pedido (EOQ) y el punto de reorden, incluyendo precios discontinuos del articulo por los descuentos que ofrece el proveedor en caso de adquirir grandes volúmenes. Pero la desventaja de este método es que se vuelve ineficiente cuando existen muchos datos de las variables a analizar, muy en contraste del modelo EOQ. Además, que en este trabajo no se están considerando descuentos por pedido. Izar, J., Ynzunza, C., & Zermeño, E. (2015).
Por otra parte, Rios, Martinez & Palomo, en su trabajo, también hacen uso de la distribución normal, pero con la particularidad de que utilizan una función de perdida unitaria y realizan una comparación de valores usando la tabla de distribución normal de Z, al final obtiene los valores de costos mas no demuestran una simulación completa sobre como la demanda afecta al inventario diariamente que es lo que se está proponiendo realizar en este trabajo. Rios, F., Martinez, A., Palomo, T., & Caceres, S. (2008).
Así mismo sucede con el estudio de Valencia, Francisco & Correa, en el que propone que para el manejo de inventarios de grandes volúmenes de ítems y se encuentren ubicados en distintas instalaciones, se utilice métodos de simulación por Cadenas de Markov, mas no detalla el procedimiento a seguir sobre cómo hacerlo y un caso de estudio como ejemplo haciendo la aplicación del modelo mencionado. Valencia, M., Diaz, F., & Correa, J. (2015).
Por último, se hace referencia el trabajo elaborado por Bustos & Galia, en el que se propone distintos modelos para el control de inventarios enfocados al área agrícola, incluido el arroz, aunque con la diferencia, que los autores realizan el estudio basándose en grandes lotes por pedido de distintos productos a la vez, lo que puede resultar tediosos a la hora de realizar las correspondientes simulaciones. Pero esto se soluciona realizando estudios por separado por cada producto, y dado nuestro estudio se enfoca en uno de estos, como lo es el arroz, Bustos, F., & Chacon, G. (2012).
El objeto de estudio del presente proyecto es una distribuidora minorista de arroz ubicada en la ciudad de Guayaquil, la cual tiene cierta incertidumbre sobre, cuál es la cantidad optima de producto que debe pedir a su proveedor para satisfacer su demanda mensual y que la relación costo-beneficio sea la más baja posible, estos costos incluyen los de mantenimiento del producto en bodega, el costo por pedido y el de costo unitario del producto.
Esta sección describe los algoritmos y métodos de simulación utilizados en el trabajo, como se generan los números aleatorios usando Excel, el algoritmo para la generación de la demanda diaria usando el Método de Montecarlo en conjunto con la distribución normal que se explicara con más detalle en la sección 2.2.
Los métodos Congruenciales son aquellos utilizados para la generación de números aleatorios que parten de una función. Estos números aleatorios son creados dentro de un intervalo probable a partir de una función de densidad de probabilidad uniforme entre cero y uno (0,1), en la que existen, n números (en lo posible no periódicos), con ciclos de vida largos, en otras palabras, ?todos diferentes? a fin de cumplir la propiedad de independencia. Trujillo, J., & Cubilos, R. (2016).
Sin embargo, la facilidad de generar una simulación a partir de una hoja electrónica, ha hecho que los generadores clásicos sean poco usados por la dificultad de probar sus propiedades; así, se ha dado más uso a los números aleatorios de Microsoft Excel, de tal manera, que será la herramienta muy sencilla de usar y sobre todo muy didáctica, por lo que la usaremos en este trabajo. La función encargada de generar los números aleatorios es la siguiente.
Algoritmo 1. Función para generar los números aleatorios
Sub generar_aleatorio()
Dim aleatorio As Double For i = 2 To 31
aleatorio = Rnd()
Cells(i, 10).Value = aleatorio
Next i
End Sub
El Algoritmo 1, genera la cantidad deseada de números aleatorios y son grabados en celdas del libro de Excel.
Método de Montecarlo
La simulación de Monte Carlo es una herramienta de investigación y planeamiento; básicamente es una técnica de muestreo artificial, empleada para operar numéricamente sistemas complejos que tengan componentes aleatorios, en otras palabras, es una técnica que combina conceptos estadísticos (muestreo aleatorio) con la capacidad que tienen los ordenadores para generar números Pseudoaleatorio y automatizar cálculos. Portuondo, Y., & Portuondo, J. (2014). La siguiente función genera los números aleatorios que posteriormente se utilizaran en conjunto con la función de la distribución normal, con la finalidad de obtener la demanda diaria del producto.
Algoritmo 2. Función para generar los aleatorios usados en el Método Montecarlo
Sub método_montecarlo ()
Dim i As Integer
Dim j As Integer
i = 0
j = 0
Do Until i > 11
ActiveCell.Offset(1, 0).Select
aleatorio = Rnd()
ActiveCell.Value = aleatorio
i = i + 1
Loop
End Sub
Generación de distribuciones de probabilidad
Esta sección describe el teorema del límite central usado para la obtención de X valor a partir de una media y una varianza conocida. Este teorema es parte de la distribución normal, la cual es muy usada en el área de inventarios, como la planeación de estos en múltiples instalaciones, o cuando existe una correlación entre el tiempo de entrega y la demanda Bustos, F., & Carlos, E. (2012).
Distribución de probabilidad normal
El teorema central del límite estudia el comportamiento de la suma de variables aleatorias, cuando crece el número de sumandos, asegurando su convergencia hacia una distribución normal en condiciones muy generales Alvarado, H., & Batanero, C. (2008). Este teorema es usado para la generación de números aleatorios dado que la fórmula de la distribución normal no puede ser usada para este fin.

Puesto que necesitamos una variable aleatoria X que siga una distribución normal con media y varianza . Y si tomamos.

Entonces Z se distribuye Normal con media 0 y varianza 1. O de forma equivalente:

Y reemplazando Z, nos queda la fórmula del teorema del límite central.
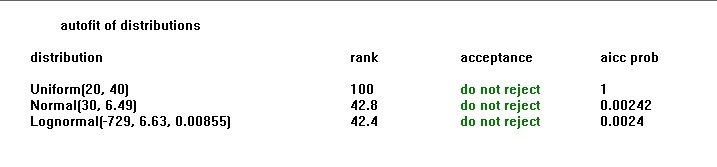
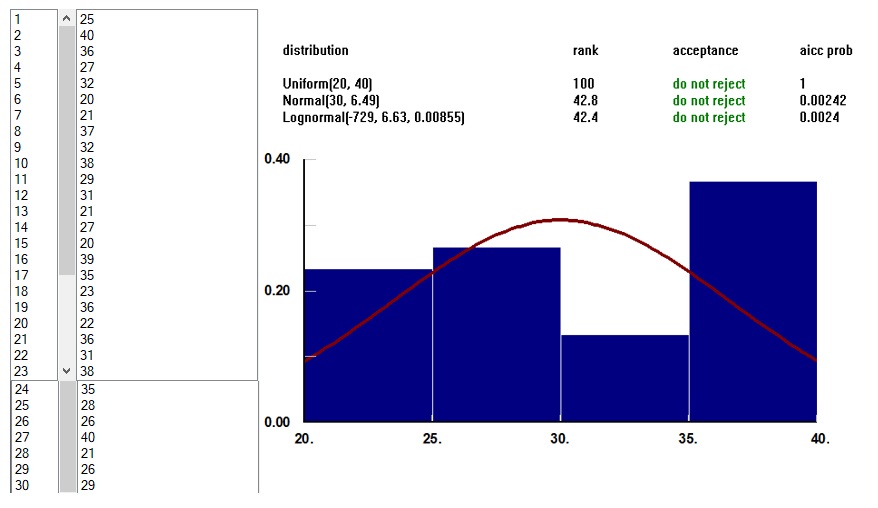
Los resultados obtenidos en Stat::fit para determinar a qué tipos de distribución se apegan nuestros datos fueron las siguientes
De entre estas distribuciones, se optó por elegir el tipo de distribución normal ya explicada con anterioridad.
Gestión de Inventarios
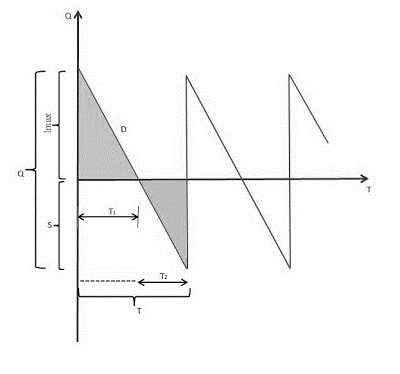
Modelo EOQ con Faltantes
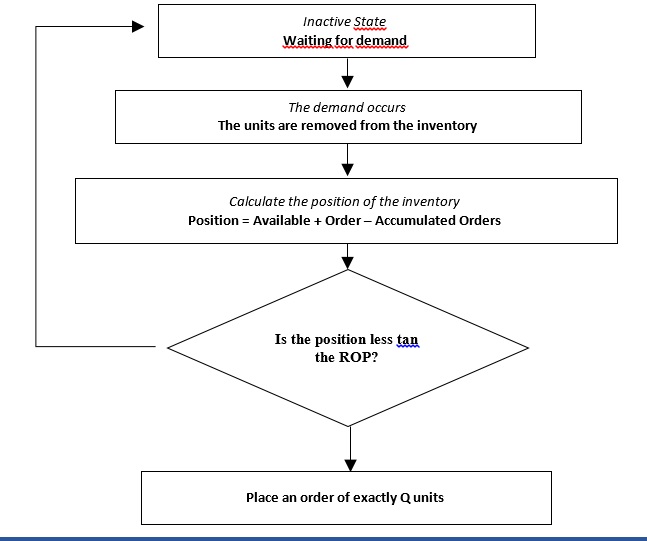
En la gestión de inventarios existen varios modelos dependiendo del tipo de inventario a analizar, están los de revisión continua y los de revisión periódica. El tipo de modelo que interesa en este trabajo es el de revisión continua, específicamente los de tipo probabilísticos porque tiene una demanda que es aleatoria.
Dentro de los modelos de inventarios de revisión continua, se encuentra el modelo de cantidad económica de pedido (EOQ, por sus siglas en ingles) el cual obtiene el equilibrio entre los costos de preparación o de la orden de compra y los costos de almacenamiento. Espinoza, J., & Mendoza, C. (2010). Pero, en este trabajo se utilizará el Modelo EOQ con faltantes, dado que en el negocio a estudiar si se permite que existan faltantes, es decir, cuando se queda sin inventario para satisfacer su demanda.
Parámetros del modelo EOQ con faltantes
Q: Cantidad que se debe pedir
LT: Tiempo de espera
II: Inventario Inicial
IF: Inventario Final
D: Demanda anual
H: Costo anual de mantenimiento de una unidad en el inventario
d: Demanda diaria
S: Costo total de pedido
Cta: Costo total anual
Cu = Costo unitario
Cf: Costo por faltante

Como ya fue mencionado en el punto 2 de este trabajo, el objeto a estudiar será una distribuidora minorista de arroz cuya problemática es la falta de un sistema matemática que le permita decidir en qué momento debe reabastecer su inventario. Para la realización de este modelo matemático se necesitó recolectar información acerca del manejo del inventario del negocio. Dicha información fue recolectada mediante una entrevista al dueño del negocio. Esta información incluía la demanda mensual que tuvo el negocio el pasado año, los costos asociados al ordenamiento y al mantenimiento de este, además, los tiempos estimados de cuando el producto llega desde el proveedor hasta el negocio.
Los valores de la demanda mensual del negocio se describen en la siguiente tabla.

Los datos de la demanda mensual del producto presentados en la tabla anterior corresponden al ejercicio contable de 2017 del negocio. Por otra parte, los costos asociados al producto, costos de inventario y demás información proporcionada por el dueño del negocio se muestran a continuación.
Demanda anual = 15695
Tiempo de entrega de pedido = 1 a 3 días
Costo de mantenimiento en inventario = $11/unidad
Costo por ordenar = $150/orden
Costo de faltante = $30/unidad
Días laborales = 365 días
Costo total mensual = $ 4700
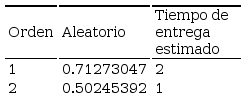
También en base a la entrevista que se realizó se pudo determinar los tiempos de entrega que siguen la siguiente distribución de probabilidad empírica.
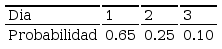
Con los datos de la Tabla 1 se puede determinar que el inventario de la distribuidora es de tipo probabilístico ya que presenta una demanda y un tiempo de entrega desconocido (es aleatorio), por lo que la demanda o tiempo de entrega es expresado a través de una variable aleatoria. Y, por definición, un modelo probabilístico hace uso de una distribución de probabilidad para especificar el valor de la demanda o de otra variable desconocida.
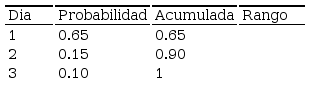
A partir de la Tabla 1 podemos determinar un rango de probabilidades que servirá más adelante para determinar el tiempo de llegada de una orden dada. Esta tabla acumulada de probabilidades se muestra a continuación.
También se puede determinar que el inventario de la distribuidora es de revisión continua, ya que se repone cuando se reduce por debajo de un determinado nivel (Punto de reorden). Como ya se especificó en la sección 2.3, el modelo de inventario a usar será el Modelo EOQ con faltantes.
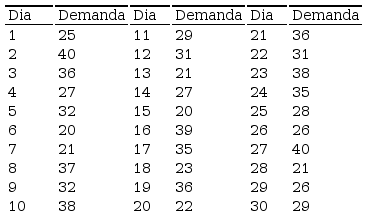
Luego de la determinación del tipo de modelo de inventario con el que se trabajara y ya habiendo tabulado toda la información recolectada de la entrevista con el dueño del negocio, se procede a simular la demanda diaria del producto durante un mes, ya que nuestro trabajo se maneja de forma diaria, no mensual. Para esto, se tomó la demanda máxima y se la dividió para 30, que representa los días del mes, lo mismo se hizo con la demanda mínima. Estos dos valores, sirvieron de rangos para simular la demanda de 30 días que con ayuda del siguiente algoritmo se creó la Tabla 4.
Algoritmo 3. Función para simular la demanda diaria en 30 días
Sub generar_matriz()
Range("A1:AD13").ClearContents
Range("A1").Select
Dim i As Integer
i = 0
Do Until i > 29
Call generar_matriz_aleatorio
i = i + 1
ActiveCell.Offset(-12, 1).Select
Loop
End Sub
Luego se calculó ciertos estadísticos como la media, varianza y desviación estándar, necesarios para las simulaciones posteriores. Las fórmulas, de estos estadísticos se muestran a continuación, así como los resultados de los cálculos.



Debido a que nuestros datos están distribuidos de forma empírica, necesitamos acoplarlo a una distribución de probabilidad ya establecida, como establecimos en la sección 2.2.1, para este trabajo usaremos la distribución normal, específicamente, el teorema del límite central ya que es el que nos permite obtener un valor aleatorio dependiendo de ciertos parámetros, este valor aleatorio, seria nuestra demanda diaria. Para hacer la verificación que nuestros datos se apegan a la distribucion de probabilidad elegida, se el software Stat::Fit en cual se muestra a continuación
Como podemos observar, el teorema de limite central utiliza la media y la desviación estándar para generar el valor aleatorio, pero además necesita la sumatorio de los Ri (números aleatorios) y el total de estos (n). Para determinar la cantidad de números aleatorios se realiza la siguiente operación.



De esta forma obtenemos la cantidad de números aleatorios necesarios para la simulación usando el teorema del límite central, que como resultado nos dio 12. Los resultados de la simulación se presentan a continuación.
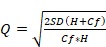
Para realizar la simulación del inventario primero se debe calcular los valores óptimos de pedido y de faltante. Al ser un modelo EQO con faltante, el valor óptimo de faltantes actuará como el punto en donde se deberá reabastecer el inventario. Llos cálculos dio como resultado un y un . Estos datos fueron tomados como parámetros clave de la siguiente función para la creación de la Tabla 5 que muestra la simulación completa del inventario en 30 días.
Algoritmo 4. Función para la simulación del inventario en 30 días
Sub modelo() Call generar_aleatorio Dim mes As Integer Dim o As Boolean Dim orden As Integer Dim t As Integer Dim demanda As Integer Dim f_e As Double Dim i_f As Integer Dim faltante As Integer Dim i As Integer Dim j As Integer Dim aleatorio As Double Dim tiempo_entrega As Integer Dim f As Boolean Dim i_m As Integer Dim fila As Integer Dim col As Integer Dim n_o As Integer Dim c As Boolean Dim c_if As Boolean Dim x As Integer mes = 1 i_i = 150 q = 765 r = 72 Importar tabla t = 0 orden = 1 i = 2 j = 3 f = False n_o = 0 fila = 14 col = 16 c_if = False Do Until mes > 30 Call CalcularInventarioInicial (mes, tiempo_entrega) Call CalcularAleatorio Call CalcularDemandaAjustada(demanda) Call CalcularInvetarioFinal(demanda) Call CalcularFaltante(demanda_afectada) Call CalcularOrder(i_f) Call CalcularInventarioFinal(i_i, i_f) mes = mes + 1 i = i + 1 i_i = i_f col = 16 Loop End Sub
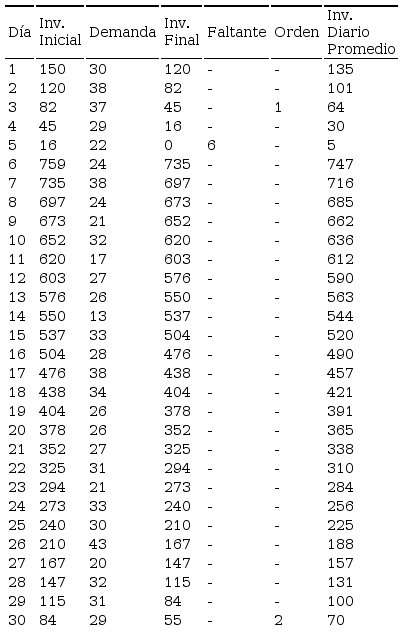
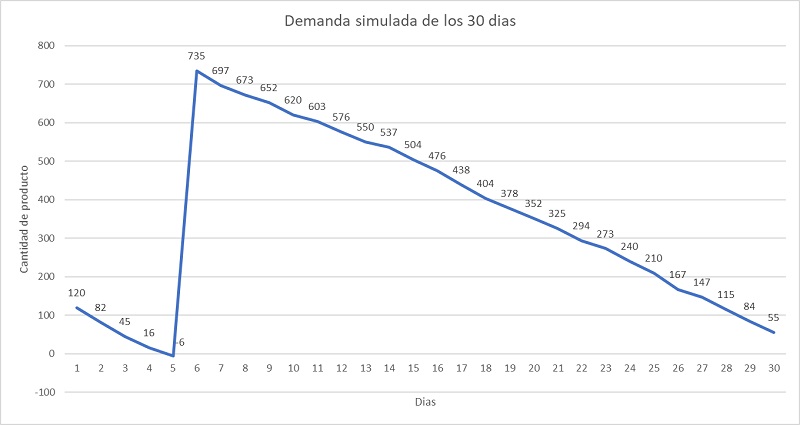
Como se mencionó anteriormente, los valores de la demanda se simularon a partir de la fórmula del teorema del límite central de la distribución normal. Como podemos observar en la Tabla 5, existieron dos órdenes realizadas el día 3 y el día 30 del mes. Estos resultados se obtuvieron a partir de la distribución acumulada presentada en la Tabla 3 de la sección 3 y la siguiente función se encarga de obtener esos valores ya calculados en la macro y crear la tabla de tiempos de entrega (Tabla 7).
Algoritmo 5. Función para creación de la tabla de tiempos de entrega
Sub generar_tabla_tiempo()
Dim n As Integer
Dim m As Integer
Dim i As Integer
m = 3
b = 1
Range("Q14:S24").ClearContents
Range("Q14").Select
n = Cells(10, 18).Value
Do Until n < 1
ActiveCell.Value = b
ActiveCell.Offset(0, 1).Select
al = Rnd()
ActiveCell.Value = al
ActiveCell.Offset(0, 1).Select
For a = 1 To 3
If (Cells(m, 18) <= al And Cells(m, 20) > al) Then
t = Cells(m, 21).Value
End If
m = m + 1
Next
j = 3
ActiveCell.Value = t
ActiveCell.Offset(1, -2).Select
n = n - 1
b = b + 1
Loop
End Sub
Los resultados del tiempo promedio de llegada del producto son reflejados a continuación.
Una vez obtenido los valores de la demanda diaria, se procede a calcular los costos asociados al inventario como el costo por ordenar, costo por faltante, y costo por mantenimiento, los cuales son los siguientes
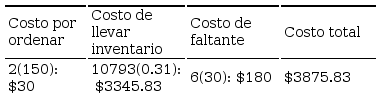
Podemos observar en la Tabla 8, que el valor de los costos totales de la simulación de los 30 días, fueron de $3875 dólares, en comparación con los $4700 dólares que actualmente gasta la distribuidora en la gestión de su inventario. Esto muestra un decremento del 17% de los costos, que se verá reflejado de manera proporcional en el aumento de sus ganancias.
Haciendo un análisis de los resultados obtenidos se puede observar que el negocio presento una cantidad mínima de faltantes de tan solo 6 unidades, lo que no representó un costo excesivo para el negocio, lo que se tradujo en un aumento de las ganancias. Además, al haberse realizado dos pedidos en el mes los costos por ordenar también disminuyeron. Pero, es recomendable que para trabajos futuros se trate de manejar un modelo de inventario sin faltantes, para que así el negocio no sufra perdidas por falta de stock. Dado que este trabajo solo se basó en realizar un análisis en 30 días, es recomendable que, para trabajos futuros, se plantee la realización de un análisis más exhaustivo, simulando una demanda mensual incluyendo factores estacionarios y hacer una descripción más detallada de los costos asociados al mantenimiento del inventario para tener resultados más precisos. Para finalizar, se recomienda utilizar otros tipos de distribuciones de probabilidad para realizar una comparativa entre cual es la más efectiva al obtener mejores resultados.


