1.
Introduction
The management of supplier companies as part of the same customer’s business, coordinated and aligned to make products more competitive, to improve the service provided and to increase the customer’s loyalty, is a consolidated concept as competition no longer occurs only between competing companies, but between supply chains (SC). On the other hand, the magnitude generated by such management makes operations more vulnerable to the external environment, thus exposing the organization to a greater number of risks (Lambert & Cooper, 2000; Christopher & Peck, 2004; Wolfs, Takakura, Rezende, Vivaldini, & Antoniolli, 2015).
The SC risk can be categorized as rupture and operational ones, with the former being related to circumstances such as natural calamities, terrorist attacks and labor strikes and the latter caused by high uncertainty and lack of coordination between supply and demand (Sreedevi & Saranga, 2017).
The possibility of operational risks can be manifested in the so-called hybrid production systems, in which production is focused to meet confirmed orders and stock formation, that is, make-to-order (MTO) and make-to-stock (MTS) (Yousefnejad & Esmaeili, 2018). According to Beemsterboer, Land, and Teunter (2016), a key point in the planning of hybrid production systems is to define what should be met for stock and what is intended for the orders. These same authors state that this type of planning is a challenge because the decisions being made regarding MTO and MTS systems are different. Furthermore, these decisions may affect suppliers, customers and other supplier chain members.
SCs operate within an integrated scenario with groups of interdependent companies and entities, even within a single organization. Therefore, the risks are not isolated. Risk identification should involve different stakeholders, including the sought of interdependent interactions between the risks occurring in the entire SC. Therefore, the main objective of the supply chain risk management (SCRM) is to manage the risks by considering the interdependence of its agents. Performance measurements in the SC help narrow the scope of significant risks by disregarding the non-significant ones. Therefore, the company can achieve relevant strategies for mitigating and correlating the risks when adopting a management system that focuses on its network of risks (Qazi, Dickson, Quigley, & Gaudenzi, 2018).
In this context, this paper aims to identify which risks can impact the productive planning in the MTS–MTO hybrid production system in order to understand, considering the scope of SCRM, this correlation and its relevance. For doing so, a mixed methodological approach (qualitative and quantitative) was applied through a case study of a large Brazilian automaker.
The relevance of this work is due to the fact that it was carried out in a large automobile manufacturer, considering its importance in the adoption of innovative practices, and particularly, regarding the SC (Pires & Castilho, 2015). This study is characterized for combining SCRM and hybrid production systems, which are not always present in organizations. Studies on risks in SCs and hybrid production systems are aimed at assessing these themes individually, as the works by Chang, Ellinger, and Blackhurst (2015) regarding the risk mitigation in SC and Soman, Van donk, and Gaalman (2004, 2006, 2007) regarding the MTS–MTO hybrid production systems. Studies emphasizing the importance of SCRM (Blos, Quaddus, Wee, & Watanabe, 2009; Blome & Schoenherr, 2011; Zhang, Kim, Springer, Cai, & Yu, 2013; Wolfs et al. 2015), including in the automotive industry (Thun & Hoenig, 2011), can be also found in the literature. However, some authors state that there are a few studies on hybrid MTS–MTO production systems, especially regarding the SC (Soman et al., 2004; Zhang et al., 2013). Therefore, the present study seeks to fulfill this theoretical gap by establishing a relationship between the SC risks resulting from the adoption of hybrid production systems.
This paper was structured in eight sections, with the first being the introduction. Sections 2and 3 provide a literature review on SC risks and hybrid MTS–MTO productive systems, whereas Section 4 addresses the theory and presents hypotheses and propositions. Section 5discusses the methodology and organization of the study and Section 6 presents the automaker with focus on production planning and SC risks. Section 7 assesses the data and presents considerations about them, and finally, Section 8 presents conclusions and suggestions for future research.
2. Risk
management in supply chain
Uncertain environments lead to a high risk in SC, and the more complex the chain, the higher the risk. Constant changes in product supply and manufacturing requirements, frequent introduction of new items and low standardization of products and services are the main drivers of SC complexity. The argument is that the SC’s susceptibility to risk is increased by supplier dependence, supplier concentration, global supply, focus on cost and lack of coordination among partners. However, studies still try to identify mechanisms to deal with these vulnerabilities and to mitigate the SC risk. The SC flexibility is usually considered as a key solution to the growing uncertainty and competitiveness in the market. The studies conducted by Ponte, Costas, Puche, Pino, and La Fuente (2018), Monostoria (2018) and Rezapour, Srinivasan, Tew, Janet, and Mistree (2018) demonstrated how SC flexibility has contributed to improve the business performance in the face of uncertain environments, stating that this behavior provides greater robustness to SC. This argument is supported by Sreedevi and Saranga (2017), for whom SC flexibility and manufacturing process help reduce the risks for supply and production, respectively.
The production process management involves the organization’s ability to perform and coordinate various tasks related to operational activities (e.g. logistics and operation planning) linked directly to the organizational knowledge (the so-called skills routines) and used to respond to unpredictable events affecting the SC. Another important aspect directly linked to these activities is the chain’s ability to withstand turbulence, interruptions and unforeseen events. This approach, corroborated by Brusset and Teller (2017), reinforces the idea that an SC capable of providing and delivering products and services under such circumstances is characterized as resilient. Resilience has broader implications than control of SC risks. However, the current inter-organizational information systems facilitate to share information in real-time and allow organizations to be coordinated more effectively across the network. An example of this kind of system is the advanced planning system or advanced planning and scheduling (APS).
Rezapour et al. (2018) broaden this discussion on resilience by stating that SC performance is affected by two types of risk: risk of disruptions, which distort and affect the supply network by inactivating certain production facilities or transport routes, and risk of variations in the performance of an installation, which reduces the efficiency of the supply network flow aimed to meet the demands. But the mitigations of strategic and operational risks to neutralize the impacts of ruptures and variations, respectively, are correlated. Within this context, organizational robustness and resilience are aimed to mitigate disruptions at a strategic level, whereas reliability is aimed to mitigate the variations at an operational level.
Reflecting the previously mentioned concepts, SCRM can be understood as being the identification and management of SC risks through a coordinated action among chain members to reduce vulnerability. Several risk management structures were proposed by using different terminologies. However, there is a consensus that SCRM involves five sequential stages, namely: risk identification, evaluation, analysis, treatment and monitoring (Qazi et al., 2018).
Sreedevi and Saranga (2017) point out that timely mitigation of the adverse effects of uncertainty is crucial for an effective SC operation. For these authors, companies should consider investing in the SC agility and responsiveness in order to quickly respond to market fluctuations and manage the risk of disruption. They also report the importance of combining supply resources with a company’s operating environment in order to keep up with the changing business requirements. In this context, they include chain flexibility as one of the main levers to reduce such risks, especially in the industry. In the manufacturing process, one of the most important components of SC flexibility is the company’s ability to control production resources and to manage uncertainty in order to meet the customer’s needs.
The SC and manufacturing risks are not independent in a strategic approach, although the existing literature on risk management tends to ignore this relationship and assess separately the impact of these risks. According to Rezapour et al. (2018), the risk mitigation in these areas includes redundancy or flexibility to ensure that the SC is robust, resilient and reliable. It is important to note that chains are exposed to the demand and supply risks, with the former resulting in ruptures of the downstream SC operations. These ruptures manifest themselves in the physical distribution of products to the customer and create a mismatch between actual and forecast demands, making the coordination of SC inadequate. The bullwhip effect (i.e. the amplification of demand volatility in the upstream side of the SC) is a characteristic of this phenomenon. The possible negative consequences of the demand risks are costly shortages, obsolescence and inefficient capacity utilization. Supply-side risks include supplier business risks, capacity problems, technological changes, changes in product design, poor supply quality and poor logistics performance (i.e. late delivery). Catastrophic risks involving natural situations (e.g. tsunamis, earthquakes, hurricanes, droughts and floods), political and social instabilities, civil uprisings, economic crises and terrorist attacks are also included. Because the SC operations span throughout the globe, local problems can affect the entire chain’s performance (Monostoria, 2018).
In this context, the rise of global markets has forced SC to change their risk management strategies due to the resulting competition. Risk mitigation is becoming a primary reason behind all contractual agreements and is believed to be beneficial. Flexibility in accommodating demand fluctuation and ability to respond to price volatility are two requirements for the practice of supply chain management (SCM). The SC need to develop robust contractual mechanisms to manage the demand and price uncertainties, especially regarding highly configured products in the automotive, aerospace, electronics and other heavy industries. In general, build-to-order or MTO products are characterized by uncertain demand, long lead times and floating purchase costs (Ghadge, Dani, Chester, & Kalawsky, 2013).
3. Hybrid
production systems (MTS–MTO)
Several strategies have been proposed to solve the problems that
permeate hybrid
Several strategies have been proposed to solve the problems that permeate hybrid systems, such as focused, spackling and layered-spackling strategies (Cattani, Dahan, & Schmidt, 2010; Zhang et al., 2013). For Zhang et al. (2013), the focused strategy uses two dedicated production plants, one for stock-oriented production (MTS) and another for order-oriented production (MTO). For Cattani et al. (2010), in the spackling strategy the company maintains only a flexible production plant, both for stock- and order-oriented productions. Finally, the layered spackling strategy is characterized by the existence of a flexible production plant and a dedicated plant, with the latter being oriented to stock only (MTS).
The hybrid system is classified as a productive system, which corresponds to the junction between MTS and MTO systems (Soman et al., 2004; Ghalehkhondabi & Suer, 2018). For Pires (2016), both MTS and MTO have specific advantages and disadvantages:
· For the producer, the MTS system’s main advantage is the greater potential for standardization and rationalization of production programs and production processes, with a further reduction of costs and production cycles. However, in this system there is no certainty about the actual demand in terms of mix and volume, including higher costs to maintain raw material and finished product stocks, which demands much more working capital.
· For the customer, the MTS system’s advantage is linked to the availability of delivery, lower price and standardization of the product. It should be noted that this latter advantage can also be interpreted as a disadvantage since the customer needs to adapt to the standardized product.
· In the MTO system, the producer is assured about the demand and will produce based on incoming orders, thus leading to a greater rationalization of working capital through advance payments of products. However, in this system the producer faces difficulties to standardize and rationalize programs and production, thus increasing the costs of the products in the process inventory and making it difficult to reduce production costs and cycles. The MTO system’s main advantage is the possibility of personalizing the product being requested, which brings disadvantages such as longer waiting time and higher prices.
For Ghalehkhondabi and Suer (2018) and Pires (2016), when a company adopts a hybrid system, the problems become more evident and complex. In this case, it becomes difficult to decide what to produce, much more because of the order than the product itself (MTS vs MTO). The situation is similar to the order competition, when it is necessary to carry out two tasks at the same time as objectively as possible and maintaining the quality level.
Other challenges are related to the inventory management, since in the hybrid system there is a constant need to avoid creating items for MTS. This, consequently, satisfies the MTO demand within a competitive period by keeping the overall efficiency of the production as a whole. Also, semi-finished products could be stocked for later use via MTO (Zhang et al., 2013; Ghalehkhondabi & Suer, 2018).
The stock production system (MTS) consists of performing the production planning based on sales forecasting. Therefore, an item is initially produced and then sold depending on the stock of finished products. In this situation, a series of processes involving sales forecasting, production planning, production execution and sales and delivery is followed. Some important features of MTS are the higher occurrence of standardized products and generally lower price. With regard to the order production system (MTO), the production is carried out based on confirmed orders, that is, sales made. The natural sequence of processes in this system is to sell, plan, produce and deliver. In this case, the products are usually not repetitive, which may lead to greater complexity in the management process and further interaction with the final consumer (Silva, Cordeiro, Silva, & Assumpção, 2016; Pires, 2016).
Planning and production control (PPC) system is defined as a set of processes, including capacity planning, material requirements planning, production control and creation and control of production requests (i.e. work orders). The PPC system seeks to align the company’s supply with the customers’ demand by maximizing the organizational performance and competitiveness in terms of quality, cost and delivery deadline (Guerra, Silva, & Tondolo, 2014; Sousa, Camparotti, Guerrini, Silva, & Azzolini, 2014).
By acting as a complement to the company’s enterprise resource planning (ERP) (Azanha & Camargo, 2015) to assist this set of processes, an APS system can create plans considering a certain perspective. However, human knowledge together with the experience and ability of those who plan is still needed to fill the gap between model and reality. Planning systems remain as a support system for making decisions, regardless of their advancement level. Production scheduling solutions based on APS systems provide a sequencing of production with finite capacity and generate realistic and highly reliable information. In addition, productive resources, operational constraints and company variables regarding demand and service are considered. When executing the production order (PO), the APS systems simultaneously consider work shifts, productivity of machines and operators, need for tooling, setup times, promised priorities and agreed delivery dates. These systems, developed to address planning problems and manufacturing scheduling based on hierarchical principles, are considered as of high performance in processing and generating accurate schedules (Fleischmann, Meyr, & Wagner, 2005; Vidoni & Vecchietti, 2015).
According to Azanha and Camargo (2015), the systems are modularized so that each module deals with certain activities to avoid APS underutilization, since they do not support all the idealized planning tasks. Therefore, inherent to the PPC practice and considering both inbound (e.g. unreliable vendors, machine failures) and outbound (e.g. unknown demand from customers) uncertainties, the systems use buffers in some of these modules to prevent these problems either in the form of security stocks or safe times.
4.
Theoretical analysis
Sreedevi and Saranga (2017) and Rezapour et al. (2018) argue that one of the most important components of SC flexibility is the company’s ability to control production resources and manage uncertainty to meet the customers’ needs. By analogy, it is concluded that control capacity depends on the human action for managing efficiency and risks in SC, whereas manufacturing is not independent. Therefore, there is a mutual impact from this interaction and risk mitigation in these areas includes redundancy or flexibility to ensure SC is robust, resilient and reliable. By discussing the complementarity between SC and production, Ghalehkhondabi and Suer (2018) highlight the conflict on which requests should be met in hybrid systems (MTS–MTO). If MTO is priority, the impact on the chain is immediate regarding both what should be done to meet it and what should be left for MTS. This conflict impacts not only stock and costs (Ghadge et al., 2013), but also the competitiveness as general production efficiency should be maintained (Zhang et al., 2013). Following the same rationale, Pires (2016), Soman et al. (2004, 2006, 2007) and Rezapour et al. (2018) point out that an SC faces difficulty in standardizing and rationalizing programs and production as a whole, which can generate potential risks and uncertainties to be addressed by SCRM. This argument supports the key proposition (Kp) of this paper, namely:
· Kp=risks perceived in SC by the adoption of a hybrid system for PPC are relevant to the company’s SCRM.
Therefore, the discussion on SC risks involves management efficiency (human dependency) and effects on suppliers and inventories, which can be translated into potential risk and uncertainties for SC. This assertion supports the following research hypotheses, as illustrated in Figure 1:
H1.
SC risks coming from the adoption of a hybrid system in the company are related to failures in management (human), supplier and inventory.
H2.
Perception of risks coming from the hybrid system reflects a potential risk.
H3.
Hybrid system risks generate uncertainties for company’s SC.
5.
Research methodology and organization
This is an exploratory and applied study as it addresses the relationship of risk management in SC and hybrid MTS–MTO production system in which a qualitative and quantitative methodological approach is used in order to search for patterns that can generate knowledge for further research (Gil, 2010; Collis & Hussey, 2005). The technique adopted initially was based on survey and analysis of reference information on the theme in which the search database consisted of the main academic journals in the field. Next, according to Ketokivi and Choi (2014), a large automaker in Brazil was investigated as a case study as our intention was to generate, test and elaborate theories. This company was chosen not only because it adopts hybrid system in its production, but also for convenience, since the authors were allowed to have access to facilities and conduct interviews, including explanations on processes, systems and production scheduling.
The theoretical research was focused on SCRM and hybrid MTO–MTS production system with the intention of establishing a vision on these themes and generating propositions and hypotheses. Field research was conducted through qualitative interviews with a production planning analyst, a production planning coordinator, a demand planning analyst and an information technology (IT) consultant, all representative professionals deeply involved with the planning and supply areas of the company and providing support to its ERP system, more specifically the production planning module. Therefore, this sample is intentional and based on the quality of the data obtained. It should be also emphasized that the interviews took place through the interaction between authors and interviewees, not being guided by a formal questionnaire. The reason for this was that the study’s focus was on raising the SC risks resulting from the adoption of a hybrid production system, which was easily understood by the interviewees.
The interviews and information obtained were not recorded because it was not permitted, but the authors could make annotations. In addition, observations regarding the area responsible for the company’s production planning were made in order to understand SC risks related to the adoption of a hybrid production system. In the first stage, the risks perceived by the authors and those reported by the interviewees were addressed. Then, by using a strategy called “focus groups” (Collis & Hussey, 2005), the researchers worked with the group to find a consensual view. With this, it was possible to determine the perceived risks as well as evaluate and classify them.
Content analysis was used to assess the information obtained (i.e. interviews, observations and focus group) by means of thematic analysis, which consists of summarizing the idea on which the discourse of the subject develops (Mozzato & Grzybovski, 2011). In the pre-analysis phase, the information obtained was organized and in the second phase the aim was to understand and classify the risks perceived as a result of the hybrid system. Finally, in the third phase, the results were interpreted by using statistical operations, data synthesis and selection, inferences and interpretations (Bardin, 2008).
The resulting data were statistically analyzed by using χ2 test, Kolmogorov–Smirnov’s test and Pearson’s product-moment correlation (r), which are understood as being adequate for assessment while correlating different subjects, as in the case of this study (Malhotra, 2001; Collis & Hussey, 2005). The intention to use these three tests was to evaluate trends or inconsistencies and to strengthen the conclusions drawn from the results, but always considering that data were generated by a unique group of interviewees. This analysis was performed by weighting five risk factors with 12 classified risks.
From the results obtained in the final analysis, it became possible to assess the consistency of the key research proposition and of the hypotheses based on theory, then finishing the study with considerations and conclusions. Figure 2 shows the research organization and the correlation between the steps described.
It is important to highlight that a tabulation system was used in the focus group stage to guide the presentation and analysis of data, which consisted in organizing the risks based on their identification, classification and categorization. Then, a weight was assigned to each risk in terms of probability and impact, as shown in Figure 3. This system supports the construction of the risk matrix (Figure 4 is in Chapter 6.2), which was proposed by Thun and Hoenig (2011)in a study on the German automotive industry to verify which risks need more attention, such as those considered critical for the continuity of operations. The choice of framework and matrix is justified only as a practical method for applying, organizing and understanding data.
6. The
automaker
The focus company for this study is a vehicle automaker which adopts a hybrid MTS–MTO production system for production planning. This form of production is supported by an APS system developed by the company’s own IT area. The company is located in the State of São Paulo and has a network of local and international suppliers, with an estimated annual production of 160,000 vehicles for the Brazilian market and some countries of South America.
All sales made from dealers and final consumers are informed to the automaker so that these data can be used for the demand planning. When a dealer does not have a given model of vehicle in its stock, then a request is sent to the company’s sales portal to generate a sales order. If there is no stock available, a product order is entered in the production planning and sequenced for production. This order has production priority regarding vehicles destined to fulfill the stock, which is based on the demand planning. The same is true for confirmed export orders.
6.1
Production planning at the automaker plant
As explained above, production planning is based on demand and confirmed orders. Demand planning originates from the executive areas responsible for this task, such as sales, marketing and production. This team deals with quantities in a productive sequence designed for up to five months. The sequencing can be changed at any time from the second week. Week 1 is frozen as only the production sequence of the day can be changed, that is, the manufacturing position (i.e. moment) of some vehicles is modified, but the vehicles cannot be removed or included on the same day. Functionally, the system generates a production sequencing from the information entered in the APS system in order to perform the production planning.
The export process, whose priority influences the scheduling time, defines that every request made after approval and payment confirmation must have the quantity entered in the APS system according to the delivery deadline. Consequently, this affects the entire sequencing defined in the SC and production line.
APS system is divided basically into two modules: the first is intended to gather information on the demand and the second is dedicated to execute the demand planning process. The first module provides support to gather information, which is manually performed by a sales planning professional. Next, the input data and information generated are evaluated by the responsible analyst, who considers the current month and the following four months, thus totaling the five months of planning. The data are then transferred to the production planning module and transformed into PO, which are organized by the PPC analyst according to criteria such as capacity and restrictions of production.
The PPC analyst is the one who inserts prior information to the APS system. The first task is to insert data on production schedule and production capacity, whereas the second task is to enter information on constraints, which is represented by times when required inputs are not available for production.
Another step of the work by the PPC analyst is to understand POs that have been generated from demand so that the schedule can fulfill the confirmed orders, since these are not entered into the demand planning input. In addition, the PPC analyst also checks for product optional features that can influence the programming.
Once the analysis and adjustments of the productive orders had been completed, they were made available to the sequencing system, as well as information on constraints, production capacity and production schedule. For the production sequencing, the system uses the software called Order Sequencing and Slotting that is provided to the company’s head offices by a third-party company for use under license. This software uses a proprietary algorithm in which a timeline containing all orders allocated with their respective quantities, including production capacity, constraints, production schedule and planning period, are generated. The result of this process helps the analyst evaluate constraints and productive capacity for certain days, thus generating more appropriate sequences to optimize the productive planning. Upon completion of the sequencing step, data are returned to the APS system to create daily sequencing.
The information system used by the company to manage the hybrid production process can provide daily sequencing on a batch basis. That means that it is possible to create batches of white vehicles with different engine and transmission capacities and then organize them into different types within the same color batch. As an example, in a batch of 100 white cars in a day, it is possible to provide a configuration so that they can be produced starting from 25 vehicles with 1.0 engines, 25 vehicles with 1.6 engines and 50 vehicles with 2.0 engines. Of these 50 white vehicles with 2.0 engines, it is still possible to further define that 25 cars will have automatic transmission and 25 ones manual transmission, allowing them to be produced interspersedly (e.g. two cars with automatic transmission and two cars with manual ones, and so on).
After setting which cars will be produced on the day and in which sequence, the PPC analyst transfers all the day’s POs to another information system called ERP, which in turn sends updated information on the demand forecasting and weeks of confirmed orders. The ERP system receives these data and separates them in a daily sequence for weekly planning (corresponding to order confirmation period in the APS system) and receives the forecast data (corresponding to the period from the second to the fifth month). From there on, other processes such as material planning and purchase orders are triggered. The production planning information contained in the ERP system is also shared among all the suppliers who are part of the company’s SC.
6.2
Scoring and classification of risks
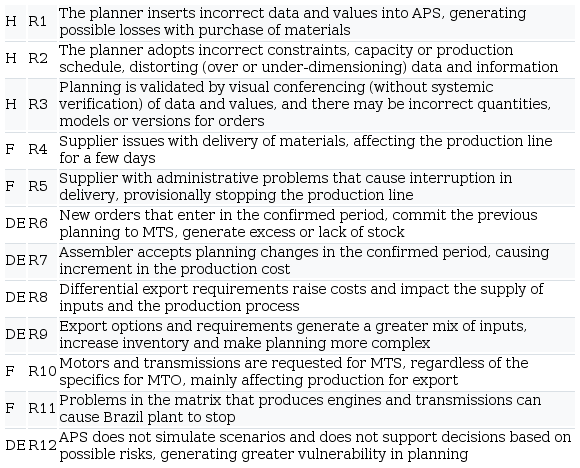
Considering the steps of the present study, specifically the researchers’ observations on the company, the information gathered from employees and managers and the focus group carried out with those directly involved in the production and SC planning and management, it was possible to consensually outline the main risks that influence these processes in a hybrid planning system. These factors are described in Table I and classified as follows:
· H – records related to human errors.
· F – risks involving supply of inputs.
· DE – risks involving the decision process that affects the stock of inputs.
· NR – level of risk weighted by group rating how much it can affect the planning process and impact the company.
· P and I – factors rating the perception (probability) and the impact of the risk according to the weighting obtained from the interviewees.
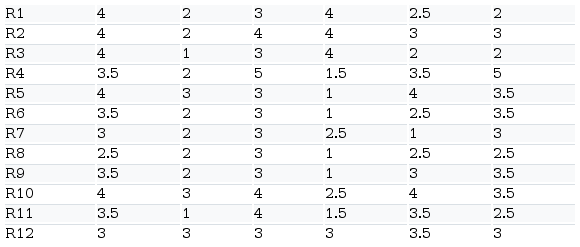
Based on the suggestion presented by Thun and Hoenig (2011) to organize the risks, the research group evaluated and classified the risks raised (see Figure A1). Table II presents the weighting of values given by the group for all factors analyzed according to criteria established in the methodology.
Figure 4 refers to the weights made by the interviewees and, in an illustrative way, the risks.
Figure 4 shows illustratively the risk ranking according to the interviewees. One can note that risks R1, R2, R3, R5 and R10 have specifically a medium likelihood of occurring, but with a very high impact on production planning and SC.
In these specific cases, it can be considered that the first risk (R1) refers to incorrect values that may be inserted (in terms of quantities) in both demand planning and production planning. Because of the maturity and stabilization of the company’s PPC system, the participants reported that planning errors are mostly caused by human error (e.g. erroneously entered values). Therefore, it was unanimously concluded that it would be important to have reviewers for checking both demand planning and production planning, which would reduce such an occurrence, but not the impact of the risk.
The second risk (R2) refers to process constraints, day’s production capacity and incorrect production schedule, topics that require attention by the planner. It is understood that a planner can parameterize the system by considering a working day that should not be count (e.g. a holiday) or by not including a restriction in the system (e.g. the tire supplier cannot provide the desired quantity). It was also understood that this is a human error and the best way to mitigate this risk is to have reviewers, as suggested in the first risk, which would reduce the occurrence of a given error, but not its impact.
The third risk (R3) is related to the APS system used by the company, for example, when there is no validation and consistency between models and versions of vehicles. This means that if one enters a template that is no longer being produced, the system will accept the value. Therefore, the demand for materials is triggered in the SC, which represents quantities for models or even incorrect versions compared to the correct order. Although the problem can be linked to the software used, the risk involves human and planning mistakes because it was understood that the professional planner is the one who should be responsible for data entry. To prevent this from happening, it was suggested that values, models and versions should be systematically validated to reduce the occurrence of such errors, although the impact cannot be changed.
Since risk R5 is an external risk, it has a limited control range. In this case the supplier may present some problem that will impact the delivery of materials and cause the production line to stop. To avoid this risk, it was suggested that supply insurance should be held, although none of the participants know any company using it. The idea is that the risk could be transferred. Nevertheless, it was identified that the company currently works with more than one supplier for each production line, thus being very unlikely that two suppliers would fail in fulfilling the delivery. The interviewees did not consider third- or fourth-tier providers and the idea that such a transfer could reduce the probability of risks. For example, a given contract considering fines could create incentives that would make the supplier to keep its supply of raw materials, manufacturing process and logistics instead of stopping them.
R10 is the fifth most relevant risk, which is a bit more complex from a planning point of view. Since the company’s requests for engines and transmissions consider only the stock-oriented production (i.e. MTS), there is an additional amount to create a safety stock. But this additional stock ends up being used to meet confirmed orders (MTO), such as the export ones. The time between requesting the engines and transmissions and receiving them is approximately one month, which means that the company will be receiving the materials only after one month from the initial request. In the event that confirmed orders need to be fulfilled within less than one month, there may be a shortage of materials, which ends up compromising the order delivery deadlines. The proposed solution was to minimize the impact from very high to high based on the premise that when a new confirmed request (MTO) is received, it is included in the next month’s planning, which is defined as a predetermined delivery period. For the professionals of the company under study, it becomes clear that all identified risks should be analyzed for possibility of mitigation, transfer or even nullification, if possible. Risks identified as critical in the risk matrix can be better addressed by reducing their likelihood of occurrence or even their impact.
7.
Analysis and considerations
Based on the risk matrix (Figure 3), the interviewees classified some risks (R1, R2, R3, R5 and R10) as having a moderate likelihood of occurrence, but with a high impact on SCM. At this point, it is important to remember that our analysis was aimed to see the reflections on the SC rather than on the company. Moreover, this view is restricted to the experience of the interviewees.
Some of these risks are essentially related to human failure, that is, the mistake made by a professional can compromise the planning with reflection on the SC. Other risks are related to the product supply when the supplier is a subsidiary of the company. Some other risks are in the middle range of the matrix and are related to suppliers’ failures and SC stock. Although it is possible to show risks in this matrix, it is important to remember that the final intention of this study was to understand the management of risks for the hybrid production system and their relevance to SCRM by means of correlations between the risks identified.
Nevertheless, when risk factors are correlated with the weights made by managers according to risk level, occurrence, impact and nature (i.e. human failure, supplier, decision and stock), it was not possible to identify evidence that these risks are relevant to the SC.
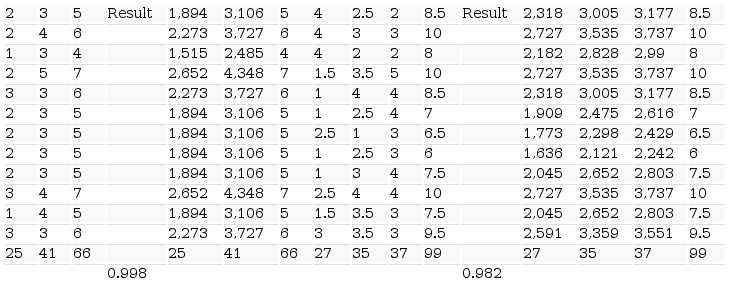
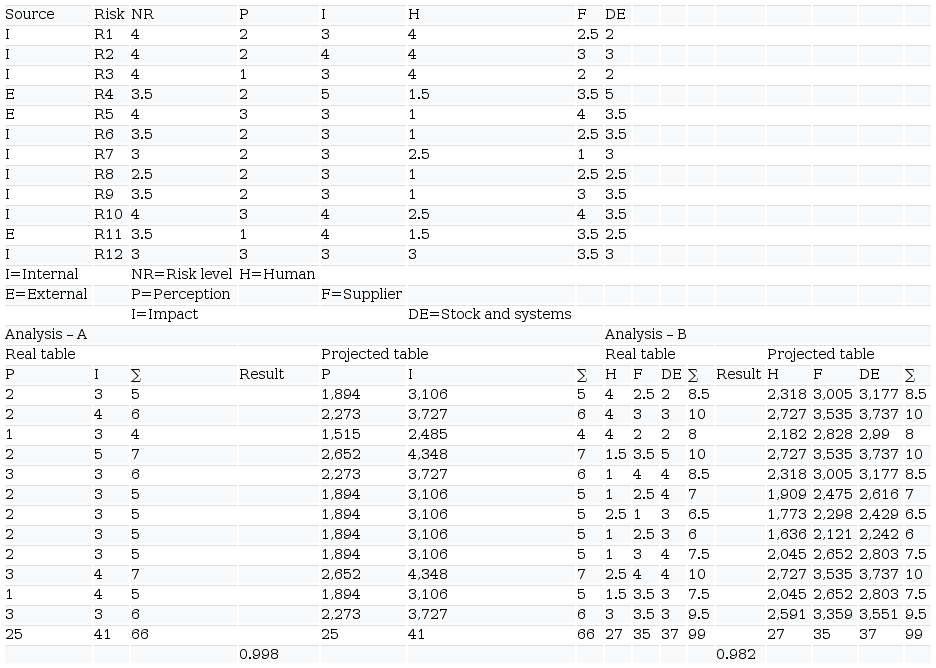
This conclusion is based on the weighting made by using χ2 test, which allows determine whether there is a systematic association (Malhotra, 2001) to evidence any correlation between perceived risks (P), impact (I), human influence (H), supplier (F) and decision and stock (DE) factors.
As shown in Table III, analysis of the perception (P) of risks and their impact (I) was performed by using χ2 test (A=0.998), revealing that there is no correlation between the two factors. The influence of factors H, F and DE was analyzed by using χ2 test, indicating no evidence of correlation between these factors.
This result invalidates H1, because based on the risk weightings given by the interviewees, one cannot conclude that risks arising from adopting a hybrid system are related to management (human) failures, suppliers and inventory within the company as there was no reflection on the SC.
Pearson’s product moment correlation (r) was another test used to compare the trend obtained with the first χ2 test, but this time involving all factors pointed out by the study (i.e. NR, P, I, H, F, DE). The software called Bioestat version 5.3 was used to measure the association between two variables (Collis & Hussey, 2005), as can be seen in Table IV.
In this case, H1 follows the same trend, although there is a moderate positive correlation between factors I, H and DE. This makes a certain sense as the SC risk related to the adoption of a hybrid system is influenced by human failure, with consequences to the stock. Despite this, the correlation set is too poor to validate H1.
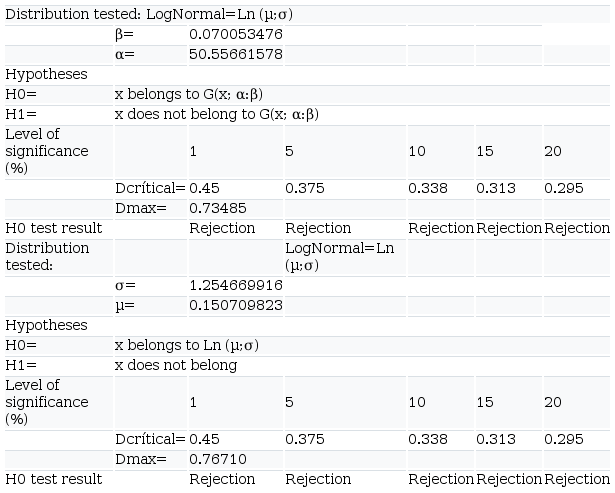
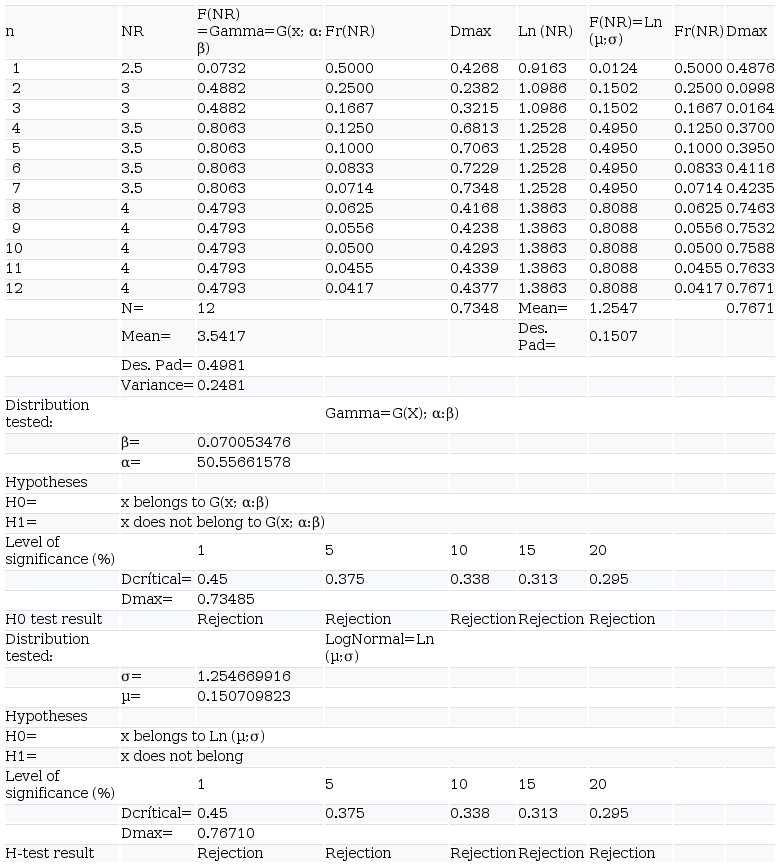
As for H2, Kolmogorov–Smirnov’s test (Malhotra, 2001) was used for evaluation as it is an aggregating test that compares the distribution of a variable through gamma distribution, that is, G (X); α: β). If rejected, then log-normal distribution is also used, that is, Ln (μ; σ), as shown in Table V.
As explained by authors like Pires (2016), Fleischmann et al. (2005) and Ghalehkhondabi and Suer (2018), there are inherent variables and risks related to MTO and MTS processes which may affect the SC of a company that adopts a hybrid system for its PPC. Although H2 predicts potential risk related to a hybrid system, the test rejected it on the basis of the interviewees’ responses (which are restricted to the company studied), signaling that the perceived potential risk is inherent to the adoption of a hybrid system.
H3 was similarly tested, but focusing on the uncertainties generated in the SC and whose risks have an impact on suppliers and inventory. Based on the Pearson’s product moment correlation (r) for DE factor (relative to stock), a moderate correlation is observed for I and H, indicating that these two points are partially impacted (see Tables IV and AI–AIII). However, as already stated by Sreedevi and Saranga (2017), Rezapour et al. (2018), Soman et al. (2004), Ghadge et al. (2013) and Zhang et al. (2013), the company must know that when adopting a hybrid system, some issues resulting from human failure and inventory control may have to be managed. Based on the other correlations, it is thought that the validation of H3 would be very poor and thus the hypothesis was rejected, meaning that the risks do not necessarily create uncertainties in the company’s SC.
Therefore, when H1–H3 are analyzed as a means to understand the effects on the study’s central proposition, it is possible to refute the position established by Brusset and Teller (2017), Qazi et al. (2018) and Rezapour et al. (2018) that a hybrid MTO–MTS production system generates SC risks that must be managed. It should be noted that our study has limitations, in this particular case involving a large vehicle automaker operating in Brazil. So, the key proposition that perceived SC risks are relevant to the company’s SCRM following the adoption of a hybrid system for PPC is not true.
8.
Conclusion
This field research has found, based on the interviewees’ responses, that the most relevant SC risks with greater impact on the company are those that may cause some type of interruption in the production line. The use of the impact and probability matrix, adapted from Thun and Hoenig (2011), contributed to this analysis on the possible risks to the SC as a result of adopting a hybrid system. The risks identified are related to human failure and supply and decision process factors. In this sense, the study emphasizes the interviewees’ concern that the production cannot be interrupted so that no effects are generated in the SC.
Because of the lack of studies on hybrid MTS–MTO systems, especially regarding the SC, the proposal of this paper was to study SCRM and hybrid systems (MTO–MTS) and provide an example on how these two management concepts are related and fill a gap identified by Zhang et al. (2013). The conclusions obtained in the present study, despite its constraints, indicate that not every risk generated in the SC necessarily has to be managed or mitigated. It is evident that several risks result from functional failures (e.g. incorrect data entry) and are inherent to management decisions when different procedures and production paths are adopted. However, as in the present case, such risks were managed internally. This finding is based on the rejection of the study’s main proposition and is also supported by authors like Brusset and Teller (2017), Qazi et al. (2018) and Rezapour et al. (2018), who state that perceive SC risks resulting from the adoption of a hybrid system are relevant to SCRM. Therefore, one can conclude that the adoption of a hybrid MTS–MTO production system does not necessarily increase the SC risks.
Therefore, it is possible to highlight the contributions of the present study regarding the following aspects:
· In the theoretical dimension, it was possible to determine the ratio of risks in the SC as a result of the adoption of hybrid production systems, but obviously considering the limitations inherent to a single case study. The contribution of the present study is related not only to the risk management in SC, but also to the production planning theory on the adoption of mixed systems, since there are a few studies addressing this theme. In the SCRM context, an issue raised by the present study is what should in fact be interpreted as a threat to the SC, since the relevance of the risk is related to the functional characteristics of the area.
· In the practical dimension, the present study has shown that SC risks arising from the adoption of a hybrid production system are inherent to the decisions made by managers in the daily planning, that is, the risks are implicit to the operationalization itself. Also, the study contributes to decision-making process regarding the adoption of mixed production systems, since it presents a list of possible risks and possible impacts.
It should be brought to attention that the use of case study method is one of the limitations of our work. The other limitation is related to the data obtained as they were restricted to a single area of the company and to a small group. Despite the care taken by the authors, there was a risk of possible biases or trends. Moreover, although the data obtained are reasonable for statistical analysis as they provide correlations according to the method adopted, they are limited. However, the present study provides insights for future research on this theme. For instance, the study might be expanded to other companies that adopt or even may adopt a hybrid production system. This would provide a more complete picture and better point out the trends by means of further analysis. Studies might also explore functional risks arising from the management itself, or risks restricted to SCRM, including their relevance. The suggestion is that open studies investigating the organization as a whole or even functional areas on a restrictive basis should be conducted, as in the present case study. Finally, the way how organizations strive to control risks unnecessarily might also be studied.
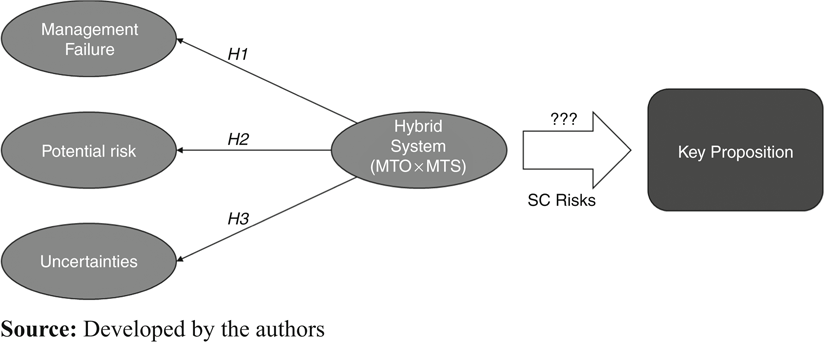 Figure 1
Research hypotheses
Developed by the authors
Figure 1
Research hypotheses
Developed by the authors
 Figure 2
Research organization
Developed by the authors
Figure 2
Research organization
Developed by the authors
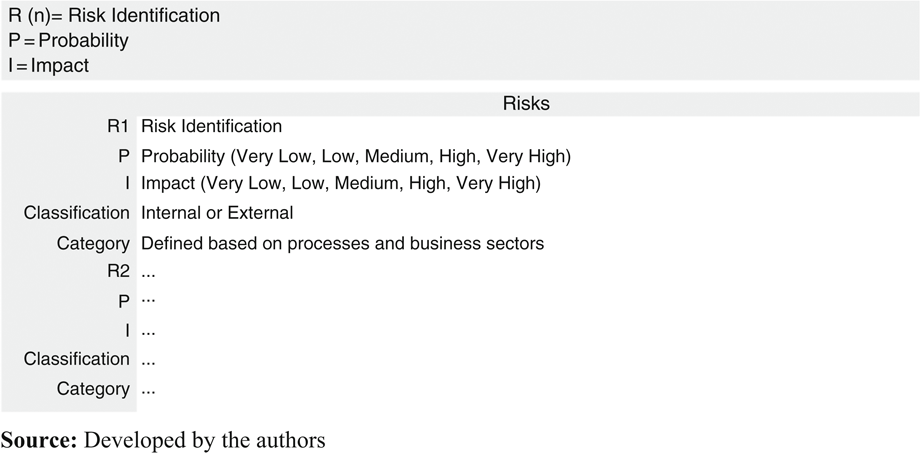 Figure 3
Risk classification
Developed by the authors
Figure 3
Risk classification
Developed by the authors
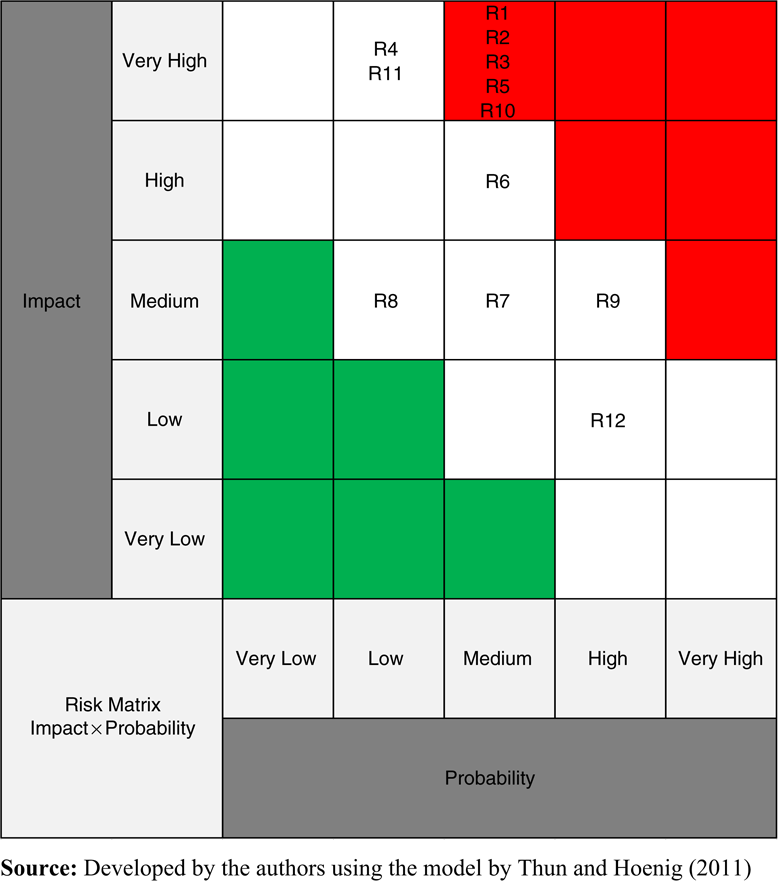 Figure 4
Risk matrix
– impact×probability
Developed by the authors using the model by Thun and Hoenig (2011)
Figure 4
Risk matrix
– impact×probability
Developed by the authors using the model by Thun and Hoenig (2011)
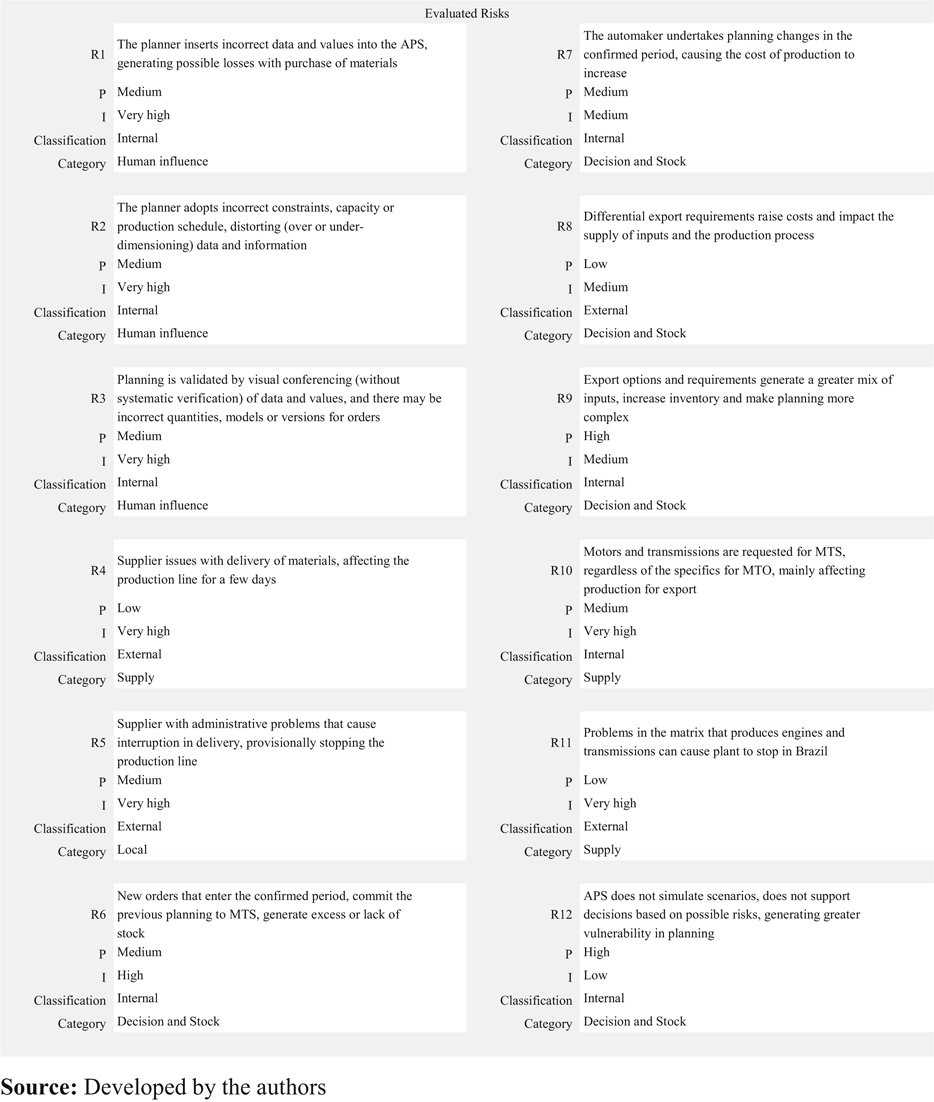 Figure A1
Evaluation and
classification of risks
Developed by the authors
Figure A1
Evaluation and
classification of risks
Developed by the authors
Table I
Classified risks
 Developed by the authors
Developed by the authors
|
H
|
R1
|
The planner inserts incorrect data and values into APS, generating
possible losses with purchase of materials
|
|
H
|
R2
|
The planner adopts incorrect constraints, capacity or production
schedule, distorting (over or under-dimensioning) data and information
|
|
H
|
R3
|
Planning is validated by visual conferencing (without systemic
verification) of data and values, and there may be incorrect quantities,
models or versions for orders
|
|
F
|
R4
|
Supplier issues with delivery of materials, affecting the production
line for a few days
|
|
F
|
R5
|
Supplier with administrative problems that cause interruption in
delivery, provisionally stopping the production line
|
|
DE
|
R6
|
New orders that enter in the confirmed period, commit the previous
planning to MTS, generate excess or lack of stock
|
|
DE
|
R7
|
Assembler accepts planning changes in the confirmed period, causing
increment in the production cost
|
|
DE
|
R8
|
Differential export requirements raise costs and impact the supply of
inputs and the production process
|
|
DE
|
R9
|
Export options and requirements generate a greater mix of inputs,
increase inventory and make planning more complex
|
|
F
|
R10
|
Motors and transmissions are requested for MTS, regardless of the
specifics for MTO, mainly affecting production for export
|
|
F
|
R11
|
Problems in the matrix that produces engines and transmissions can
cause Brazil plant to stop
|
|
DE
|
R12
|
APS does not simulate scenarios and does not support decisions based
on possible risks, generating greater vulnerability in planning
|
Table II
Weighting of risk factor classification
 Developed by the authors
Developed by the authors
|
R1
|
4
|
2
|
3
|
4
|
2.5
|
2
|
|
R2
|
4
|
2
|
4
|
4
|
3
|
3
|
|
R3
|
4
|
1
|
3
|
4
|
2
|
2
|
|
R4
|
3.5
|
2
|
5
|
1.5
|
3.5
|
5
|
|
R5
|
4
|
3
|
3
|
1
|
4
|
3.5
|
|
R6
|
3.5
|
2
|
3
|
1
|
2.5
|
3.5
|
|
R7
|
3
|
2
|
3
|
2.5
|
1
|
3
|
|
R8
|
2.5
|
2
|
3
|
1
|
2.5
|
2.5
|
|
R9
|
3.5
|
2
|
3
|
1
|
3
|
3.5
|
|
R10
|
4
|
3
|
4
|
2.5
|
4
|
3.5
|
|
R11
|
3.5
|
1
|
4
|
1.5
|
3.5
|
2.5
|
|
R12
|
3
|
3
|
3
|
3
|
3.5
|
3
|
Table III
χ2 test
 Developed by the authors
Developed by the authors
|
2
|
3
|
5
|
Result
|
1,894
|
3,106
|
5
|
4
|
2.5
|
2
|
8.5
|
Result
|
2,318
|
3,005
|
3,177
|
8.5
|
|
2
|
4
|
6
| |
2,273
|
3,727
|
6
|
4
|
3
|
3
|
10
| |
2,727
|
3,535
|
3,737
|
10
|
|
1
|
3
|
4
| |
1,515
|
2,485
|
4
|
4
|
2
|
2
|
8
| |
2,182
|
2,828
|
2,99
|
8
|
|
2
|
5
|
7
| |
2,652
|
4,348
|
7
|
1.5
|
3.5
|
5
|
10
| |
2,727
|
3,535
|
3,737
|
10
|
|
3
|
3
|
6
| |
2,273
|
3,727
|
6
|
1
|
4
|
4
|
8.5
| |
2,318
|
3,005
|
3,177
|
8.5
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
1
|
2.5
|
4
|
7
| |
1,909
|
2,475
|
2,616
|
7
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
2.5
|
1
|
3
|
6.5
| |
1,773
|
2,298
|
2,429
|
6.5
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
1
|
2.5
|
3
|
6
| |
1,636
|
2,121
|
2,242
|
6
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
1
|
3
|
4
|
7.5
| |
2,045
|
2,652
|
2,803
|
7.5
|
|
3
|
4
|
7
| |
2,652
|
4,348
|
7
|
2.5
|
4
|
4
|
10
| |
2,727
|
3,535
|
3,737
|
10
|
|
1
|
4
|
5
| |
1,894
|
3,106
|
5
|
1.5
|
3.5
|
3
|
7.5
| |
2,045
|
2,652
|
2,803
|
7.5
|
|
3
|
3
|
6
| |
2,273
|
3,727
|
6
|
3
|
3.5
|
3
|
9.5
| |
2,591
|
3,359
|
3,551
|
9.5
|
|
25
|
41
|
66
| |
25
|
41
|
66
|
27
|
35
|
37
|
99
| |
27
|
35
|
37
|
99
|
| | |
0.998
| | | | | | | |
0.982
| | | | |
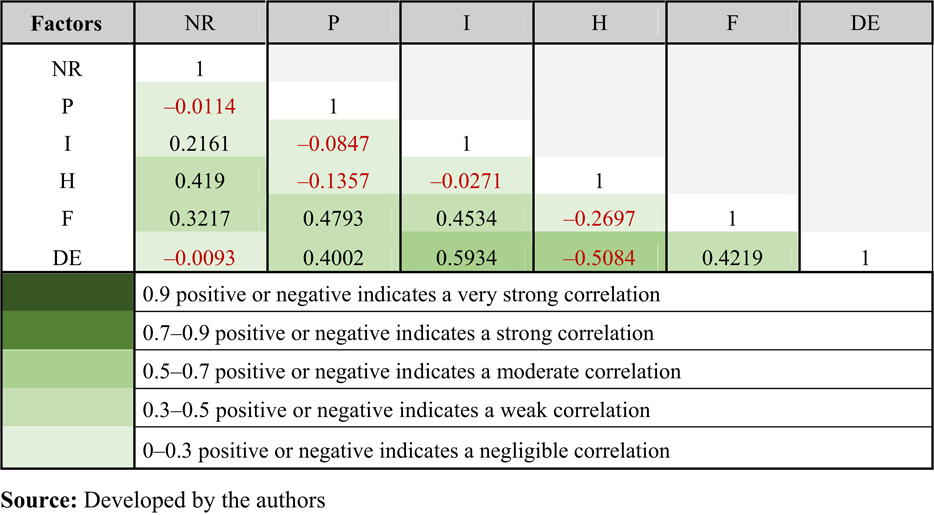 Table IV
Pearson product moment correlation (r)
Developed by the authors
Table IV
Pearson product moment correlation (r)
Developed by the authors
Table V
Kolmogorov–Smirnov test
 Developed by the authors
Developed by the authors
|
Distribution tested: LogNormal=Ln (µ;σ)
|
|
β=
|
0.070053476
| | | | |
|
α=
|
50.55661578
| | | | |
|
Hypotheses
| | | | | | |
|
H0=
|
x belongs to G(x; α:β)
|
|
H1=
|
x does not belong to G(x; α:β)
|
|
Level of significance
(%)
| |
1
|
5
|
10
|
15
|
20
|
|
Dcrítical=
|
0.45
|
0.375
|
0.338
|
0.313
|
0.295
|
|
Dmax=
|
0.73485
| | | | |
|
H0 test
result
| |
Rejection
|
Rejection
|
Rejection
|
Rejection
|
Rejection
|
|
Distribution tested:
| | |
LogNormal=Ln (µ;σ)
| | | |
|
σ=
|
1.254669916
| | | | |
|
µ=
|
0.150709823
| | | | |
|
Hypotheses
| | | | | | |
|
H0=
|
x belongs to Ln (µ;σ)
|
|
H1=
|
x does not
belong
|
|
Level of significance
(%)
| |
1
|
5
|
10
|
15
|
20
|
|
Dcrítical=
|
0.45
|
0.375
|
0.338
|
0.313
|
0.295
|
|
Dmax=
|
0.76710
| | | | |
|
H0 test
result
| |
Rejection
|
Rejection
|
Rejection
|
Rejection
|
Rejection
|
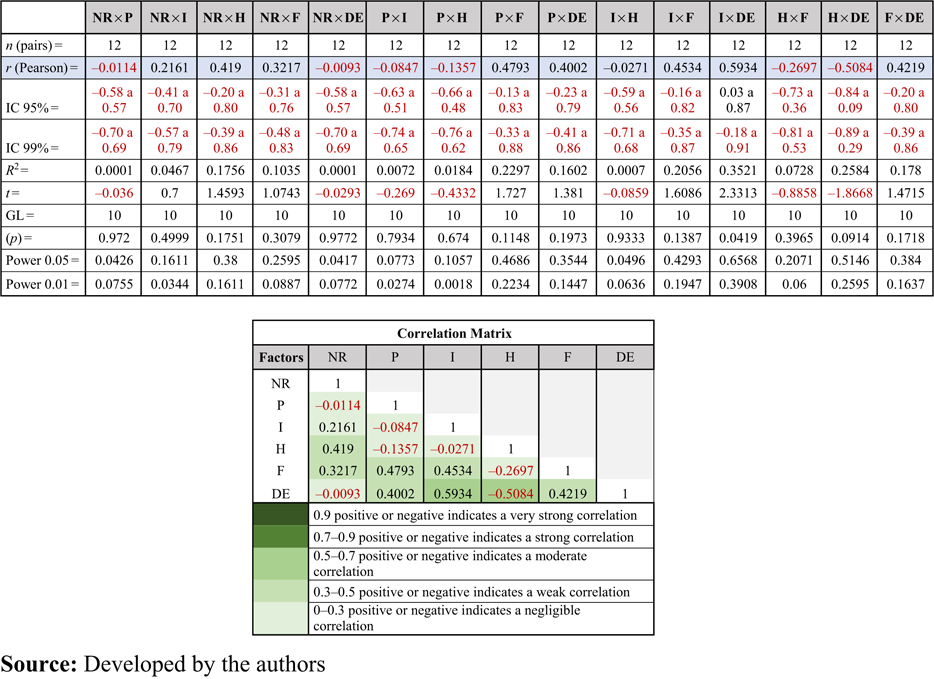 Table AI
Pearson product moment correlation (r) (BioEstat
5.3)
Developed by the athors
Table AI
Pearson product moment correlation (r) (BioEstat
5.3)
Developed by the athors
Table AII
Kolmogorov–Smirnov test (Microsoft Excel)
 Developed by the authors
Developed by the authors
|
n
|
NR
|
F(NR)=Gamma=G(x; α:β)
|
Fr(NR)
|
Dmax
|
Ln (NR)
|
F(NR)=Ln (µ;σ)
|
Fr(NR)
|
Dmax
|
|
1
|
2.5
|
0.0732
|
0.5000
|
0.4268
|
0.9163
|
0.0124
|
0.5000
|
0.4876
|
|
2
|
3
|
0.4882
|
0.2500
|
0.2382
|
1.0986
|
0.1502
|
0.2500
|
0.0998
|
|
3
|
3
|
0.4882
|
0.1667
|
0.3215
|
1.0986
|
0.1502
|
0.1667
|
0.0164
|
|
4
|
3.5
|
0.8063
|
0.1250
|
0.6813
|
1.2528
|
0.4950
|
0.1250
|
0.3700
|
|
5
|
3.5
|
0.8063
|
0.1000
|
0.7063
|
1.2528
|
0.4950
|
0.1000
|
0.3950
|
|
6
|
3.5
|
0.8063
|
0.0833
|
0.7229
|
1.2528
|
0.4950
|
0.0833
|
0.4116
|
|
7
|
3.5
|
0.8063
|
0.0714
|
0.7348
|
1.2528
|
0.4950
|
0.0714
|
0.4235
|
|
8
|
4
|
0.4793
|
0.0625
|
0.4168
|
1.3863
|
0.8088
|
0.0625
|
0.7463
|
|
9
|
4
|
0.4793
|
0.0556
|
0.4238
|
1.3863
|
0.8088
|
0.0556
|
0.7532
|
|
10
|
4
|
0.4793
|
0.0500
|
0.4293
|
1.3863
|
0.8088
|
0.0500
|
0.7588
|
|
11
|
4
|
0.4793
|
0.0455
|
0.4339
|
1.3863
|
0.8088
|
0.0455
|
0.7633
|
|
12
|
4
|
0.4793
|
0.0417
|
0.4377
|
1.3863
|
0.8088
|
0.0417
|
0.7671
|
|
N=
|
12
| |
0.7348
|
Mean=
|
1.2547
| |
0.7671
|
|
Mean=
|
3.5417
| | |
Des. Pad=
|
0.1507
| | |
|
Des. Pad=
|
0.4981
| | | | | | |
|
Variance=
|
0.2481
| | | | | | |
|
Distribution tested:
| | |
Gamma=G(X); α:β)
| | | | |
|
β=
|
0.070053476
| | | | | | |
|
α=
|
50.55661578
| | | | | | |
|
Hypotheses
| | | | | | | | |
|
H0=
|
x belongs to G(x; α:β)
|
|
H1=
|
x does not belong to G(x; α:β)
|
|
Level of significance
(%)
| |
1
|
5
|
10
|
15
|
20
| | |
|
Dcrítical=
|
0.45
|
0.375
|
0.338
|
0.313
|
0.295
| | |
|
Dmax=
|
0.73485
| | | | | | |
|
H0 test
result
| |
Rejection
|
Rejection
|
Rejection
|
Rejection
|
Rejection
| | |
|
Distribution tested:
| | |
LogNormal=Ln (µ;σ)
| | | | | |
|
σ=
|
1.254669916
| | | | | | |
|
µ=
|
0.150709823
| | | | | | |
|
Hypotheses
| | | | | | | | |
|
H0=
|
x belongs to Ln (µ;σ)
|
|
H1=
|
x does not
belong
|
|
Level of significance
(%)
| |
1
|
5
|
10
|
15
|
20
| | |
|
Dcrítical=
|
0.45
|
0.375
|
0.338
|
0.313
|
0.295
| | |
|
Dmax=
|
0.76710
| | | | | | |
|
H-test
result
| |
Rejection
|
Rejection
|
Rejection
|
Rejection
|
Rejection
| | |
Table AIII
Qui-square test (Microsoft Excel)
 Developed by the authors
Developed by the authors
|
Source
|
Risk
|
NR
|
P
|
I
|
H
|
F
|
DE
| | | | | | | | |
|
I
|
R1
|
4
|
2
|
3
|
4
|
2.5
|
2
| | | | | | | | |
|
I
|
R2
|
4
|
2
|
4
|
4
|
3
|
3
| | | | | | | | |
|
I
|
R3
|
4
|
1
|
3
|
4
|
2
|
2
| | | | | | | | |
|
E
|
R4
|
3.5
|
2
|
5
|
1.5
|
3.5
|
5
| | | | | | | | |
|
E
|
R5
|
4
|
3
|
3
|
1
|
4
|
3.5
| | | | | | | | |
|
I
|
R6
|
3.5
|
2
|
3
|
1
|
2.5
|
3.5
| | | | | | | | |
|
I
|
R7
|
3
|
2
|
3
|
2.5
|
1
|
3
| | | | | | | | |
|
I
|
R8
|
2.5
|
2
|
3
|
1
|
2.5
|
2.5
| | | | | | | | |
|
I
|
R9
|
3.5
|
2
|
3
|
1
|
3
|
3.5
| | | | | | | | |
|
I
|
R10
|
4
|
3
|
4
|
2.5
|
4
|
3.5
| | | | | | | | |
|
E
|
R11
|
3.5
|
1
|
4
|
1.5
|
3.5
|
2.5
| | | | | | | | |
|
I
|
R12
|
3
|
3
|
3
|
3
|
3.5
|
3
| | | | | | | | |
|
I=Internal
| |
NR=Risk level
|
H=Human
| | | | | | | | | | | | |
|
E=External
| |
P=Perception
| |
F=Supplier
| | | | | | | | | | | |
| |
I=Impact
| | |
DE=Stock
and systems
| | | | | | | | | | |
|
Analysis – A
|
Analysis – B
|
|
Real table
| |
Projected table
|
Real table
| |
Projected table
|
|
P
|
I
|
∑
|
Result
|
P
|
I
|
∑
|
H
|
F
|
DE
|
∑
|
Result
|
H
|
F
|
DE
|
∑
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
4
|
2.5
|
2
|
8.5
| |
2,318
|
3,005
|
3,177
|
8.5
|
|
2
|
4
|
6
| |
2,273
|
3,727
|
6
|
4
|
3
|
3
|
10
| |
2,727
|
3,535
|
3,737
|
10
|
|
1
|
3
|
4
| |
1,515
|
2,485
|
4
|
4
|
2
|
2
|
8
| |
2,182
|
2,828
|
2,99
|
8
|
|
2
|
5
|
7
| |
2,652
|
4,348
|
7
|
1.5
|
3.5
|
5
|
10
| |
2,727
|
3,535
|
3,737
|
10
|
|
3
|
3
|
6
| |
2,273
|
3,727
|
6
|
1
|
4
|
4
|
8.5
| |
2,318
|
3,005
|
3,177
|
8.5
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
1
|
2.5
|
4
|
7
| |
1,909
|
2,475
|
2,616
|
7
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
2.5
|
1
|
3
|
6.5
| |
1,773
|
2,298
|
2,429
|
6.5
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
1
|
2.5
|
3
|
6
| |
1,636
|
2,121
|
2,242
|
6
|
|
2
|
3
|
5
| |
1,894
|
3,106
|
5
|
1
|
3
|
4
|
7.5
| |
2,045
|
2,652
|
2,803
|
7.5
|
|
3
|
4
|
7
| |
2,652
|
4,348
|
7
|
2.5
|
4
|
4
|
10
| |
2,727
|
3,535
|
3,737
|
10
|
|
1
|
4
|
5
| |
1,894
|
3,106
|
5
|
1.5
|
3.5
|
3
|
7.5
| |
2,045
|
2,652
|
2,803
|
7.5
|
|
3
|
3
|
6
| |
2,273
|
3,727
|
6
|
3
|
3.5
|
3
|
9.5
| |
2,591
|
3,359
|
3,551
|
9.5
|
|
25
|
41
|
66
| |
25
|
41
|
66
|
27
|
35
|
37
|
99
| |
27
|
35
|
37
|
99
|
| | |
0.998
| | | | | | | |
0.982
| | | | |
Appendix
1. Risks-classification, category and weighting
Figure A1
Appendix
2. Calculation matrices
Table AI
Table AII
Table AIII
References
Azanha, A., & Camargo, J. B. Jr (2015). Características de sistemas APS: um estudo de caso em uma grande empresa do setor industrial de equipamentos pesados utilizando sistema SAP-APO. Revista Gestão & Tecnologia, 15(1), 127–153.
Bardin, L. (2008). Análise de conteúdo. Edições 70, Editora 70, Lda, Lisboa.
Beemsterboer, B., Land, M., & Teunter, R. (2016). Hybrid MTO-MTS production planning: An explorative study. European Journal of Operational Research, 248(2), 453–461.
Blome, C., & Schoenherr, T. (2011). Supply chain risk management in financial crises – A multiple case-study approach. International Journal of Production Economics, 134(1), 43–57.
Blos, M. F., Quaddus, M., Wee, H. M., & Watanabe, K. (2009). Supply chain risk management (SCRM): A case study on the automotive and electronic industries in Brazil. Supply Chain Management: An International Journal, 14(4), 247–252.
Brusset, X., & Teller, C. (2017). Supply chain capabilities, risks, and resilience. International Journal of Production Economics, 184(February), 59–68.
Cattani, K. D., Dahan, E., & Schmidt, G. M. (2010). Lowest cost may not lower total cost: Using ‘Spackling’ to smooth mass-customized production. Production and Operations Management, 19(5), 531–545.
Chang, W., Ellinger, A. E., & Blackhurst, J. A. (2015). Contextual approach to supply chain risk mitigation. The International Journal of Logistics Management, 26(3), 642–656.
Christopher, M., & Peck, H. (2004). Building the resilient supply chain. The International Journal of Logistics Management, 15(2), 1–14.
Collis, J., & Hussey, R. (2005), Pesquisa em Administração: um guia prático para alunos de graduação e pós-graduação (2nd ed.). Porto Alegre: Bookman.
Fleischmann, B., Meyr, H., & Wagner, M. (2005), Supply chain management and advanced planning: concepts, models, software and case studies (3rd ed.). Heidelberg: Springer.
Ghadge, A., Dani, S., Chester, M., & Kalawsky, R. (2013). A systems approach for modelling supply chain risks. Supply Chain Management: An International Journal, 18(5), 523–538.
Ghalehkhondabi, I., & Suer, G. (2018). Production line performance analysis within a MTS/MTO manufacturing framework: A queuing theory approach. Production, 28(July), 1–17.
Gil, A.C. (2010), Como elaborar projetos de pesquisa (5th ed.). São Paulo: Atlas.
Guerra, R. M. A., Silva, M. S., & Tondolo, V. A. G. (2014). Planejamento das necessidades de materiais: ferramenta para a melhoria do planejamento e controle da produção. Gepros: Gestão da Produção, Operações e Sistemas, 9(3), 43–60.
Ketokivi, M., & Choi, T. (2014). Renaissance of case research as a scientific method. Journal of Operations Management, 32(5), 232–240.
Lambert, D. M., & Cooper, M. C. (2000). Issues in supply chain management. Industrial Marketing Management, 29(1), 65–83.
Malhotra, N. (2001), Pesquisa de Marketing – Uma orientação aplicada, Porto Alegre: Bookman.
Monostoria, J. (2018). Supply chains’ robustness: Challenges and opportunities. Proceedings of the 11th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Gulf of Naples, July.
Mozzato, A. R., & Grzybovski, D. (2011). Análise de Conteúdo como Técnica de Análise de Dados Qualitativos no Campo da Administração: Potencial e Desafios. Revista de Administração Contemporânea, 15(4), 731–747.
Pires, S. R. I. (2016), Gestão da Cadeia de Suprimentos (Supply Chain Management): Conceitos, Estratégias, Práticas e Casos (3rd ed.). São Paulo: Atlas.
Pires, S. R. I., & Castilho, P. (2015). Supply chain risk management in the automotive industry: A study in a tier 1 supplier. Proceedings of the EUROMA, Neuchâtel, July.
Ponte, B., Costas, J., Puche, J., Pino, R., & La Fuente, D. (2018). The value of lead time reduction and estabilization: A comparison between traditional and collaborative supply chains. Transportation Research Part E, 111(March), 165–185.
Qazi, A., Dickson, A., Quigley, J., & Gaudenzi, B. (2018). Supply chain risk network management: A Bayesian belief network and expected utility based approach for managing supply chain risks. International Journal of Production Economics (in Press), 196, 24–42.
Rezapour, S., Srinivasan, R., Tew, J., Janet, A., & Mistree, F. (2018). Correlation between strategic and operational risk mitigation strategies in supply networks. International Journal of Production Economics, 201, (July), 225–248.
Silva, S. M., Cordeiro, J. C. A., Silva, F. N. M., & Assumpção, M. R. (2016). Aderência de ERP a sistemas híbridos de produção. Exacta - Engenharia de Produção, 14(1), 149–161.
Soman, C. A., Van donk, D. P., & Gaalman, G. (2004). Combined make-to-order and make-to-stock in a food production system. International Journal of Production Economics, 90(2), 223–235.
Soman, C. A., Van donk, D. P., & Gaalman, G. (2006). Comparison of dynamic scheduling policies for hybrid make-to-order and make-to-stock production systems with stochastic demand. International Journal of Production Economics, 104(2), 441–453.
Soman, C. A., Van donk, D. P., & Gaalman, G. (2007). Capacitated planning and scheduling for combined make-to-order and make-to-stock production in the food industry: An illustrative case study. International Journal of Production Economics, 108(1), 191–199.
Sousa, T. B., Camparotti, C. E. S., Guerrini, F. M., Silva, A. L., & Azzolini, W. (2014). An overview of the advanced planning and scheduling systems. Independent Journal of Management & Production, 5(4), 1032–1049.
Sreedevi, R., & Saranga, H. (2017). Uncertainty and supply chain risk: The moderating role of supply chain flexibility in risk mitigation. International Journal of Production Economics, 193(November), 332–342.
Thun, J. H., & Hoenig, D. (2011). An empirical analysis of supply chain risk management in the German automotive industry. International Journal of Production Economics, 131(1), 242–249.
Vidoni, M. C., & Vecchietti, A. R. (2015). A systemic approach to define and characterize advanced planning systems (APS). Computers & Industrial Engineering, 90(December), 326–338.
Wolfs, D. A., Takakura, F., Rezende, M., Vivaldini, M., & Antoniolli, P. D. (2015). Risk management in supply chain management: Case study of a Brazilian automotive distribution process. Journal of Management Research, 7(5), 109–126.
Yousefnejad, H., & Esmaeili, M. (2018). Tactical production planning in a hybrid MTS/MTO system using Stackelberg game. Operational Research International Journal (February), 1–19, Available at: https://doi.org/10.1007/s12351-018-0385-2
Zhang, Z. G., Kim, I., Springer, M., Cai, G. G., & Yu, Y. (2013). Dynamic pooling of make-to-stock and make-to-order operations. International Journal of Production Economics, 144(1), 44–56.




